A kind of residual oil hydrogenation method
A technology for hydrogenation of residue oil and hydrogenation catalyst, which is applied in chemical instruments and methods, treatment with moving solid particles, chemical/physical processes, etc. The effect of easy process operation, good product quality and large operation flexibility
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
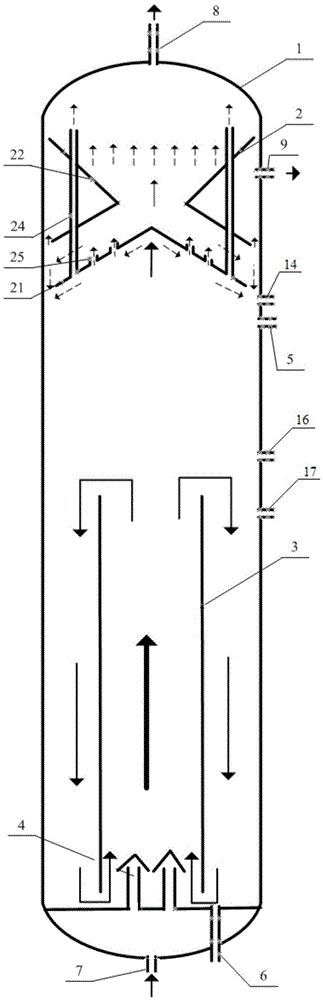
[0092] The specific dimensions of the ebullated bed reactor used in this example are shown in Table 1 below.
[0093] Table 1
[0094] code name
[0095] The above-mentioned ebullated bed reactor was used to carry out the cold model experiment, wherein the solid-phase catalyst added through the catalyst inlet 5 was a spherical catalyst with a particle size of 0.2 mm, and the solid-phase catalyst added through the catalyst inlet 17 was a spherical catalyst with a particle size of 0.3 mm , the colors of the two catalysts are different to facilitate experimental observation. The total catalyst storage is 60% of the effective volume of the reactor. The liquid phase uses straight-run kerosene, and the volume space velocity is 0.25-3.0h -1 . Nitrogen is used in the gas phase, and the gas-oil volume ratio is 20-150. Eight gas nozzles 10 are provided, and the gas volume injected into the gas nozzles accounts for 15% of the total gas volume. The experimental results in t...
Embodiment 2
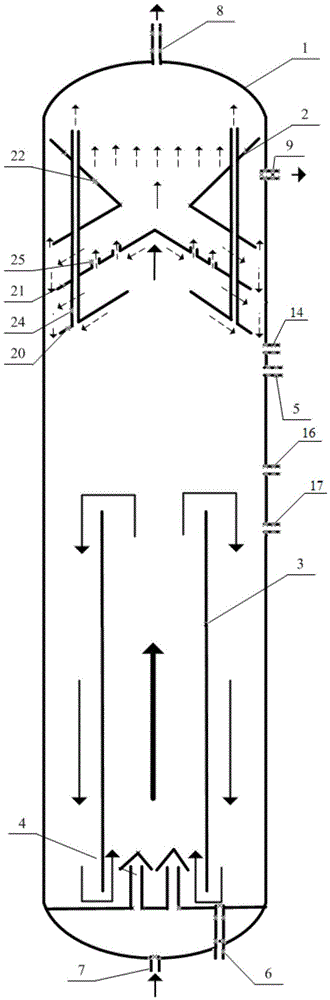
[0097] The specific dimensions of the ebullated bed reactor used in this example are shown in Table 2 below.
[0098] Table 2
[0099] code name
value
code name
value
d 1 / mm
300
h 1 / mm
3000
d 2 / mm
240
h 2 / mm
1500
d 3 / mm
280
h 3 / mm
900
d 4 / mm
260
α / °
60
d 5 / mm
150
β / °
60
d 6 / mm
285
ω / °
60
d 7 / mm
170
φ / °
60
d 8 / mm
285
The total opening area of the gas separation tube / mm 2
8000
d 9 / mm
160
The total opening area of the through hole / mm 2
15000
11 --> d 10 / mm
290
[0100] The above-mentioned ebullated bed reactor was used to carry out the cold model experiment, wherein the solid-phase catalyst added through the catalyst inlet 5 was a spherical catalyst with a particle size of 0.4 mm, and the solid-phase catalyst added th...
Embodiment 3-5
[0103]Embodiment 3 and 4 adopt the medium-sized thermal reactor made according to the ratio of embodiment 1, and embodiment 5 adopts the medium-sized thermal reactor made according to the ratio of embodiment 2, wherein, the solid-phase catalyst that adds through catalyst inlet 5 and The physical and chemical properties of the solid-phase catalyst added through the catalyst inlet 17 are as shown in table 3, and two kinds of solid-phase catalyst loadings are 55% of the effective volume of the reactor, and the volume ratio of the consumption of two kinds of solid-phase catalysts is about 1: 1. The properties of residual oil raw materials are shown in Table 4. Table 5 shows the distillate oil carrying the suspended bed hydrogenation catalyst injected through the catalyst inlet 14 . The amount of gas injected through the nozzle 10 accounts for 20% by volume of the total gas amount. The reaction conditions and test results in the reactor are shown in Table 6.
[0104] table 3
...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
| specific surface area | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com