A method for rapid boronizing of q235 steel
A boronizing and rapid technology, applied in the direction of coating, metal material coating process, solid-state diffusion coating, etc., can solve the problems of long time, difficult to obtain single-phase Fe, high temperature, etc., achieve good hardness gradient and shorten boronizing The effect of time and high density
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0054] The Q235 steel is subjected to single-sided surface shot peening with supersonic particle bombardment technology. The process is: working air pressure 0.5MPa, S110 stainless steel projectiles with a diameter of 0.3mm, and the bombardment time is 30min, so that the structure of the shot peening surface is refined to nanometers. level; then the Q235 steel after shot blasting is cleaned with acetone in an ultrasonic cleaner to keep the surface of the Q235 steel sample clean;
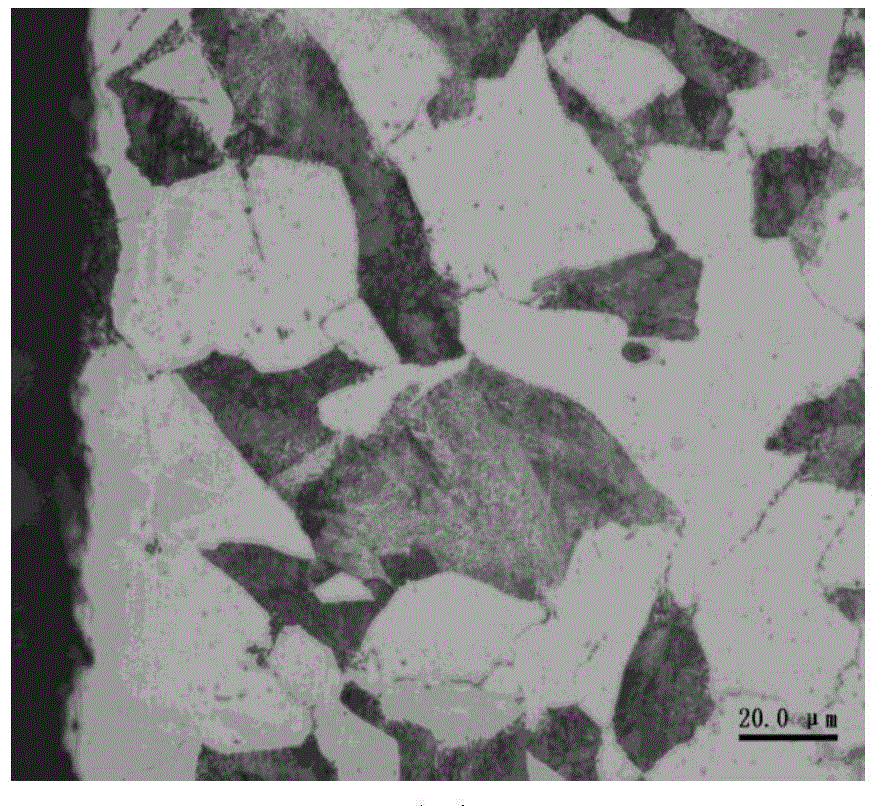
[0055] In mass fraction, take by weighing 10% diboron trioxide, 10% ammonium bicarbonate, 10% cerium oxide, 15% active carbon, 55% silicon carbide and mix uniformly to prepare powder boronizing agent, and Dry the powder boronizing agent at 100°C for 1h; dry the boronizing sealed pot at 100°C for 1h, bury Q235 steel in the boronizing sealed tank containing the above powder boronizing agent, and put it in the muffle furnace Heat to 550°C, hold for 2 hours, then heat up to 800°C with the furnace and con...
Embodiment 2
[0058] The Q235 steel is subjected to single-sided surface shot peening with supersonic particle bombardment technology. The process is: working air pressure 0.5MPa, S110 stainless steel projectiles with a diameter of 0.3mm, and the bombardment time is 30min, so that the structure of the shot peening surface is refined to nanometers. level; then the Q235 steel after shot blasting is cleaned with acetone in an ultrasonic cleaner to keep the surface of the Q235 steel sample clean;
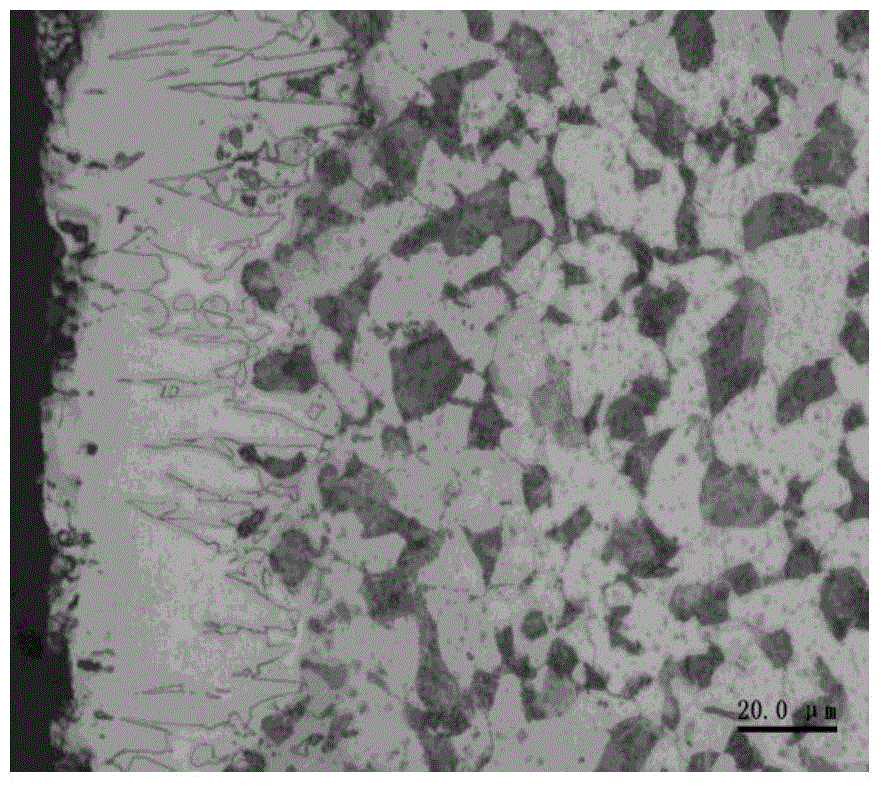
[0059] In terms of mass fraction, weigh 12% ferroboron, 13% potassium fluoride, 8% cerium oxide, 20% activated carbon, and 47% silicon carbide and mix uniformly to prepare a powder boronizing agent, and the powder Dry the boronizing agent at 100°C for 1h; dry the boronizing sealed pot at 100°C for 1.5h, bury the Q235 steel in the boronizing sealed pot containing the above powder boronizing agent, and heat it in a muffle furnace Heat to 580°C, hold for 1.5h, then heat up to 900°C with the furnace and ...
Embodiment 3
[0062] The Q235 steel is subjected to single-sided surface shot peening with supersonic particle bombardment technology. The process is: working air pressure 0.5MPa, S110 stainless steel projectiles with a diameter of 0.3mm, and the bombardment time is 30min, so that the structure of the shot peening surface is refined to nanometers. level; then the Q235 steel after shot blasting is cleaned with acetone in an ultrasonic cleaner to keep the surface of the Q235 steel sample clean;
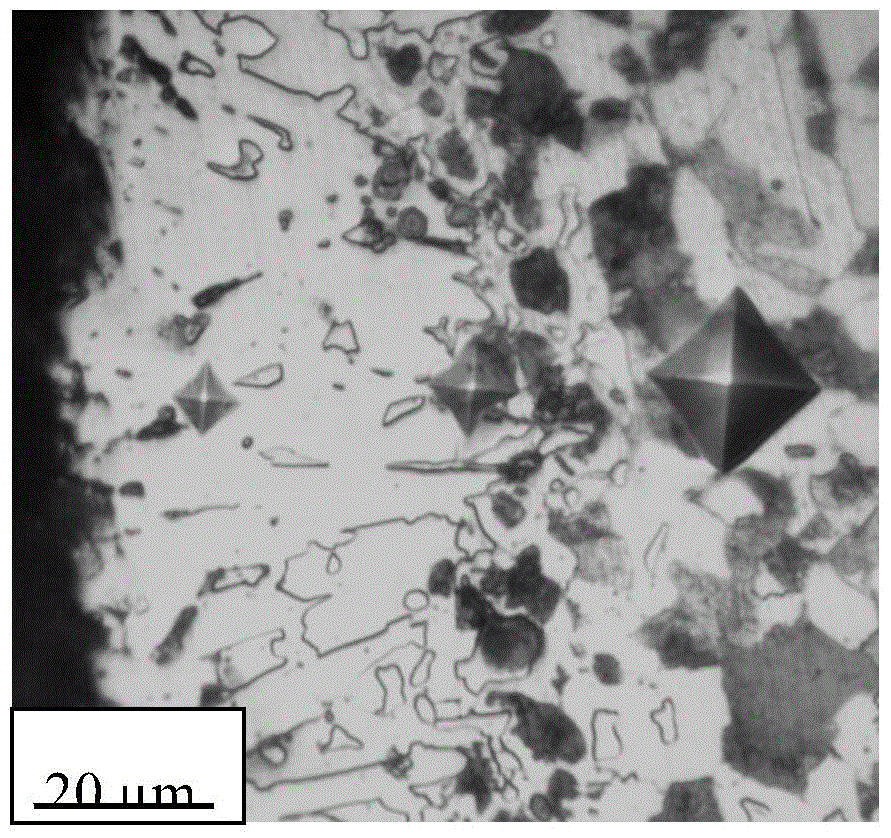
[0063] In mass fraction, take by weighing 15% boron carbide, 15% sodium fluorosilicate, 12% cerium oxide, 18% active carbon, 40% silicon carbide and mix uniformly to prepare powder boronizing agent, and Dry the powder boronizing agent at 100°C for 1h; dry the boronizing sealed pot at 100°C for 1.2h, bury the Q235 steel in the boronizing sealed tank containing the above powder boronizing agent, and put it in the muffle furnace After heat preservation at 600°C for 2 hours, the furnace temperature was r...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com