Method for rolling rods with 150 square blanks and 165 square blanks through both rough rolling and intermediate rolling
A technology for rough and medium rolling and rods, which is applied in the direction of metal rolling, guiding/positioning/alignment devices, etc., which can solve the problems of wasting manpower and financial resources, occupying a large inventory fund, and changing many racks, etc., so as to increase production capacity , Simplify operation and produce efficient results
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
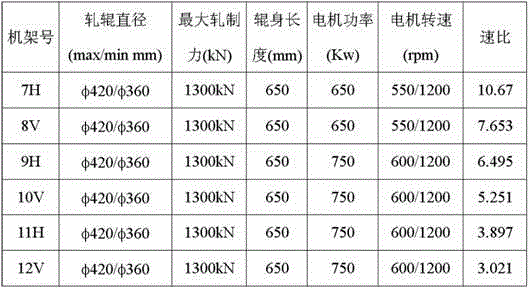
[0031] Kungang Honghe Steel Company is rolled with 3 550 rolling machines and 3 500 rolling machines. The mid-rolling machine is composed of 6 420 rolling machines. The hole systems are square-Yuan and Yuan-ellipse system.Series, a series of fine rolling each specification, rolled 165mm × 165mm and 150mm × 150mm blank rolled rolled rolling series. The original process plan has the following problems:
[0032] 1) There are many original craft holes and defense series.
[0033] 2) In order to meet the market demand, the rod line needs to change the variety frequently, change the variety of varieties, and waste a lot of time;
[0034] 3) There are many series, roll processing (large volume), defense assembly, process adjustment and other workloads, wasteing labor and financial costs;
[0035] 4) Frequent rollers, too many school samples are prone to slipping and other process accidents, causing waste products such as super -sizes;
[0036] 5) Due to the series of defense and material...
PUM
| Property | Measurement | Unit |
|---|---|---|
| height | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com