


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Parallel co-rotating intermeshing twin-screw extruder
A co-rotating, twin-screw technology, which is applied in the field of parallel and co-rotating intermeshing twin-screw machines, can solve the problems of high gear transmission accuracy, insufficient wear time and life, and rising costs.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 2
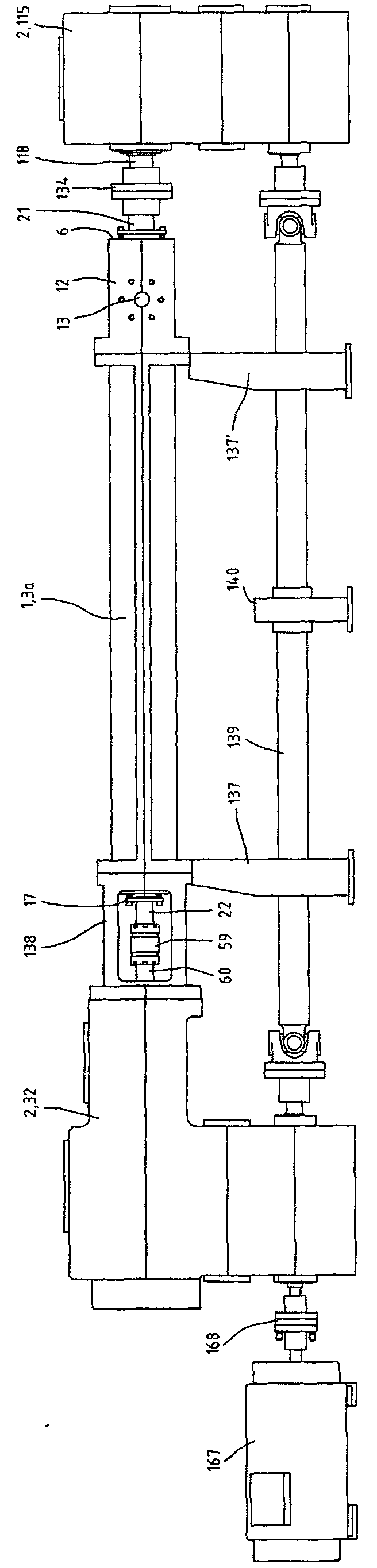
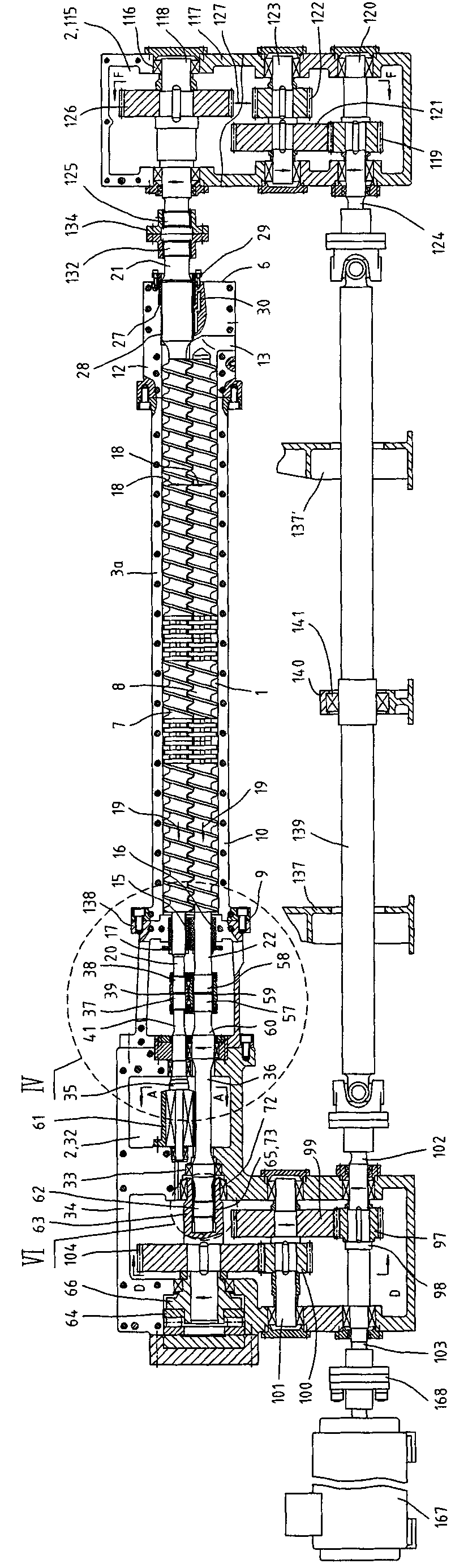
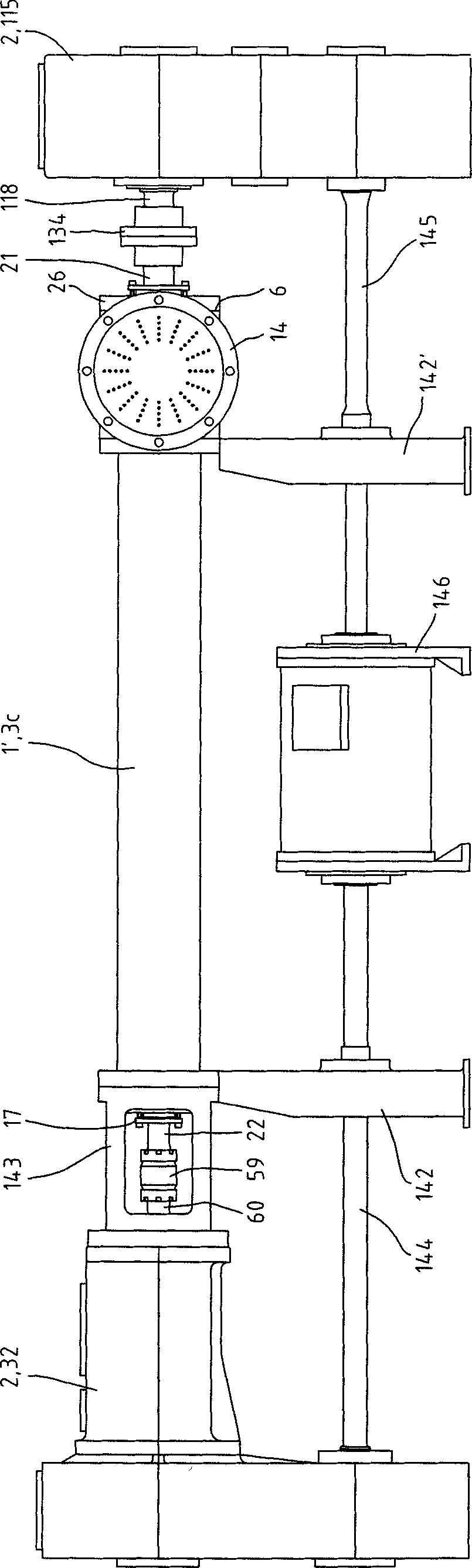
[0237] Directly located on the head end 6 of the combined housing, such as combined housing 3a and its corresponding advantageous embodiment 1, combined housing 3b and its corresponding advantageous embodiment 6, respectively, respectively see Figure 7 And its corresponding Figure 1b , Picture 9 And its corresponding Figure 6b ; Directly located on the head end 6 of the integral shell, such as the integral shell 3e and its corresponding advantageous embodiment 5, see Picture 12 And its corresponding Figure 5b . Located in the first end sealing body 26, respectively, such as the combined housing 3c and its corresponding advantageous embodiment 2, the integral housing 3d and its corresponding advantageous embodiments 3 and 4, respectively See you separately Picture 10 And its corresponding Figure 2b , Picture 11 And its corresponding Figure 3b with Figure 4b .
[0238] In any one of the advantageous embodiments 1 to 6, the more desirable and preferred first end dynamic s...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com