Single-side welding and double-side forming welding method for ceramic gasket
A single-sided welding double-sided, welding method technology, applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve the problems of increasing labor intensity and operation difficulty of workers, increasing working hours, and lack of clear guidance on the use of process methods. Reduce labor intensity and construction difficulty, reduce welding workload, and solve the effect of overhead welding tasks
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0031] Example 1: CCSB steel plate (thickness = 4mm) solid welding wire ceramic liner single side welding double side forming flat butt welding.
[0032] Welding conditions:
[0033] (1) Welding requirements for flat butt joints: weld inclination angle is 0°, deviation ±5°, weld seam rotation angle is 90°, deviation ±10°;
[0034] (2) The welding equipment is: KR350 carbon dioxide welding machine;
[0035] (3) The welding wire is: solid core welding wire CHW-50C6SM of Sichuan Atlantic Welding Co., Ltd., Ф1.0mm;
[0036] (4) The ceramic liner is: Zhejiang Xiangshan brand JN-404-2 type liner;
[0037] (5) The protective gas is: pure CO 2 Gas, with a purity of not less than 99.50%;
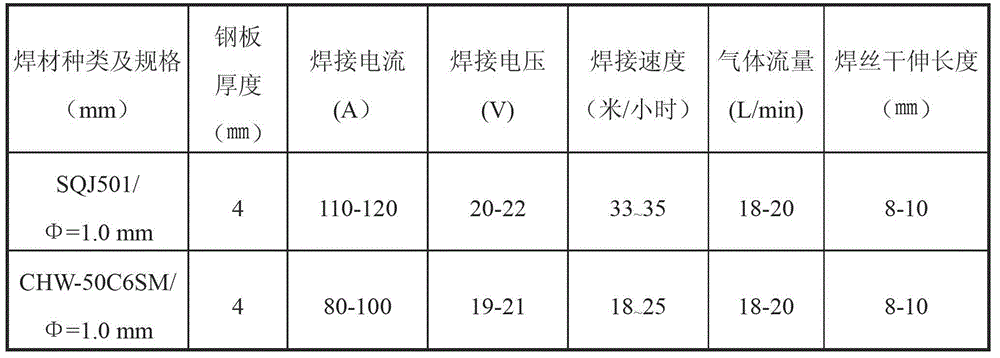
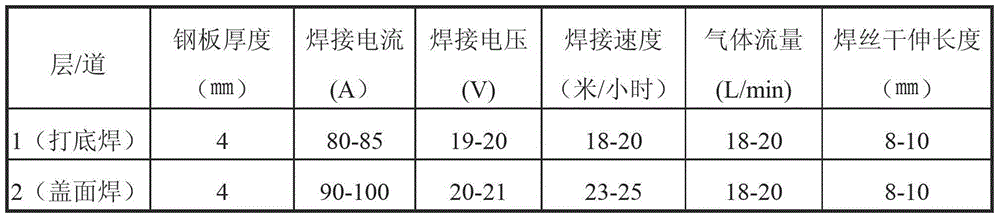
[0038] (6) The welding parameters are:
[0039]
[0040] Soldering steps:
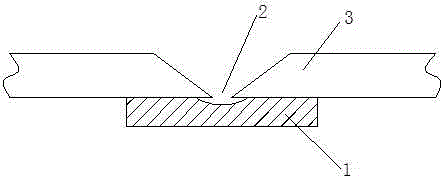
[0041] (1) Groove treatment of the butt joint plate: on two butt joint CCSB thin steel plates (thickness = 4mm), the welded bevel is processed by mechanical planing, the bevel angle is 30゜~40゜, no blunt edge is left;...
Embodiment 2
[0047] Example 2: CCSB steel (thickness = 4mm) flux-cored wire ceramic liner single-sided welding double-sided forming flat butt welding.
[0048] Welding conditions:
[0049] (1) Welding requirements for flat butt joints: weld inclination angle is 0°, deviation ±5°, weld seam rotation angle is 90°, deviation ±10°;
[0050] (2) The welding equipment is: KR350 carbon dioxide welding machine;
[0051] (3) The welding wire is: flux-cored welding wire SQJ501 of Tianjin Sanying Welding Co., Ltd., Ф1.0mm;
[0052] (4) The ceramic liner is: Zhejiang Xiangshan brand JN-404-2 type liner;
[0053] (5) The protective gas is: pure CO 2 Gas, with a purity of not less than 99.50%;
[0054] (6) The welding parameters are:
[0055]
[0056] Soldering steps:
[0057] (1) Groove treatment of the butt joint plate: on two butt joint CCSB thin steel plates (thickness = 4mm), the welded bevel is processed by mechanical planing, the bevel angle is 30゜~40゜, no blunt edge is left; Grind meti...
PUM
| Property | Measurement | Unit |
|---|---|---|
| radius | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com