


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Ceramic bond gross blow hole repairing grinding wheel and manufacturing method thereof
A ceramic bond, large pores technology, used in ceramic products, grinding/polishing equipment, abrasives, etc., can solve the problem of inability to enter the actual grinding, to avoid weak bonding, improve hardness, and ensure safety performance. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
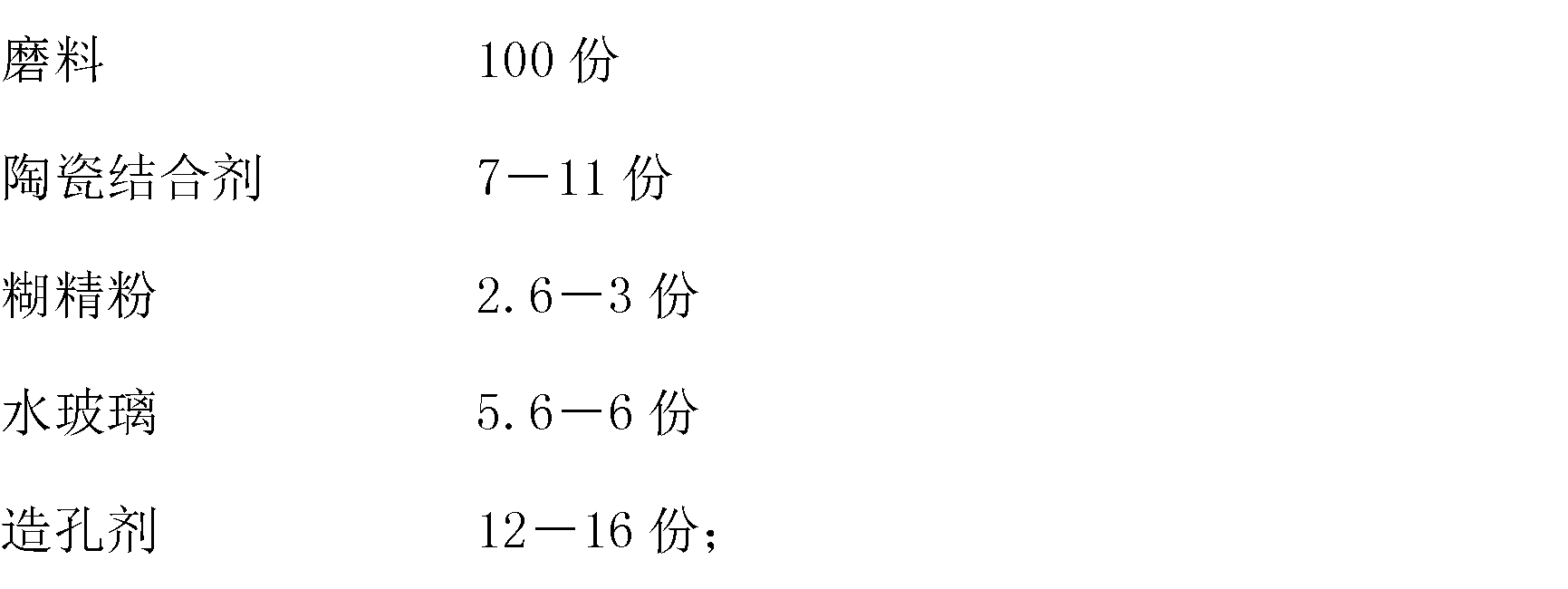
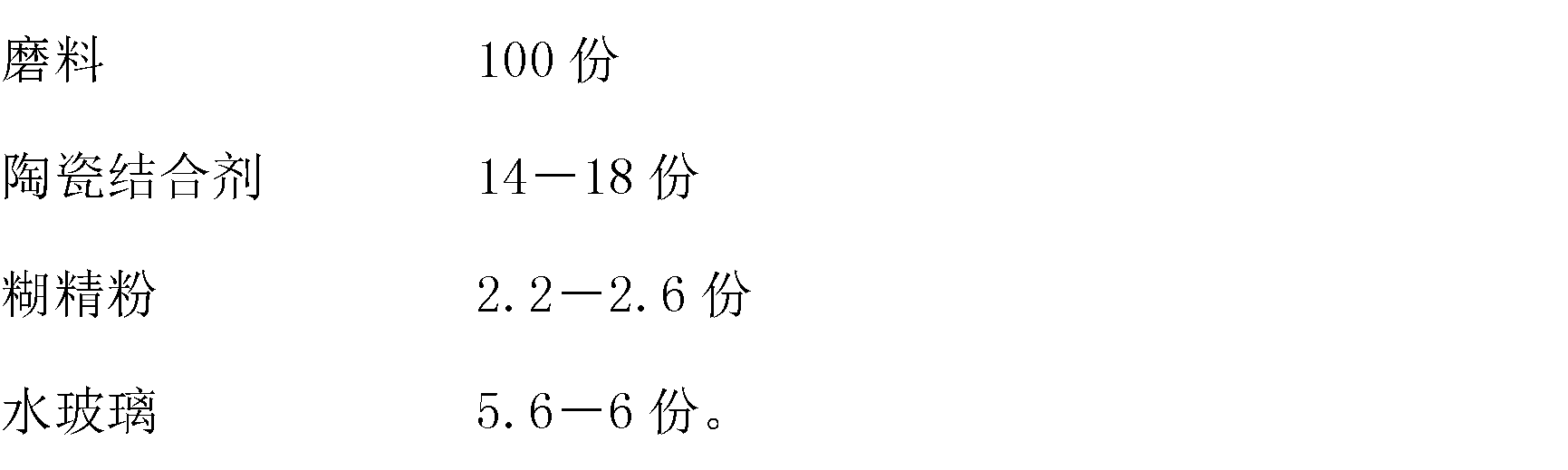
[0022] A method for preparing a vitrified large-pore grinding wheel, the preparation steps are as follows: (1) First prepare a vitrified bond, put 18 parts of clay powder, 63 parts of feldspar powder and 14 parts of boron glass powder in a ceramic pot In the ball mill, add Φ10-15mm ceramic balls accounting for 15% of the mass of the mixture, and then perform ball milling at a speed of 960r / min for 4 hours, and pack the material into bags for later use; Pretreatment: Put the walnut shell particles into the countercurrent mixer, then add liquid phenolic resin PF2127, the mass ratio of walnut shell particles and liquid phenolic resin PF2127 is 100:15, then stir for 5 minutes to mix well, until the walnut shell particles are completely wetted Evenly placed in a metal container, dried at 80°C for 20 minutes, then passed through a 12-mesh sieve, and finally hardened in an oven at 180°C for 20 minutes, and sealed for later use after cooling; (3) Processing process: core: 100 parts of ...
Embodiment 2
[0024] A method for preparing a vitrified large-pore grinding wheel, the preparation steps are as follows: (1) First prepare a vitrified bond, put 20 parts of clay powder, 65 parts of feldspar powder and 15 parts of boron glass powder in a ceramic pot In the ball mill, add Φ10-15mm ceramic balls accounting for 18% of the mass of the mixture, and then perform ball milling at a speed of 960r / min for 5 hours, and pack the material into bags for later use; Pretreatment: Put the walnut shell particles into the countercurrent mixer, then add liquid phenolic resin PF2127, the mass ratio of walnut shell particles and liquid phenolic resin PF2127 is 100:18, then stir for 8 minutes to mix well, until the walnut shell particles are completely wetted Evenly placed in a metal container, dried at 90°C for 25 minutes, then passed through a 12-mesh sieve, and finally hardened in an oven at 180°C for 25 minutes, and sealed for later use after cooling; (3) Processing process: core: 100 parts of ...
Embodiment 3
[0026]A method for preparing a vitrified large-pore grinding wheel, the preparation steps are as follows: (1) First prepare a vitrified bond, put 22 parts of clay powder, 67 parts of feldspar powder and 16 parts of boron glass powder in a ceramic pot In the ball mill, add Φ10-15mm ceramic balls accounting for 20% of the mass of the mixture, and then perform ball milling at a speed of 960r / min for 6 hours, and pack the material into bags for use; Pretreatment: Put the walnut shell particles into the countercurrent mixer, then add liquid phenolic resin PF2127, the mass ratio of walnut shell particles and liquid phenolic resin PF2127 is 100:20, then stir for 10 minutes to mix well, until the walnut shell particles are completely wetted Evenly placed in a metal container, dried at 100°C for 30 minutes, then passed through a 12-mesh sieve, and finally hardened in an oven at 180°C for 30 minutes, and sealed for later use after cooling; (3) Processing process: core: 100 parts of parti...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com