Double-stand rolling method for rolling super-thick steel plate by giving consideration to both plate shape and flaw detection performance
A technology of extra-thick steel plates and double stands, which is applied in metal rolling, rolling force/roll gap control, roll speed control, etc. Problems such as small compression ratio and difficulty in plate shape
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1、160
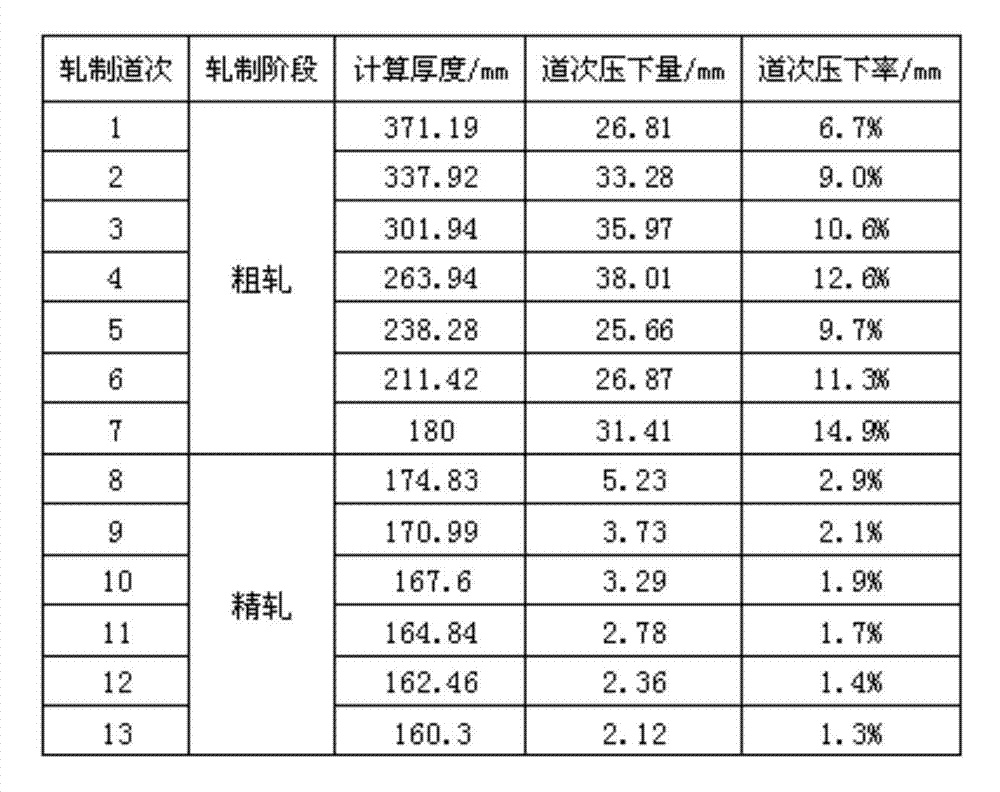
[0014] Embodiment 1, 160mm Q345B
[0015] Billet size: 400*2000*2800mm
[0016] Steel plate size: 160*2000*6800mm
[0017] Rough rolling and direct longitudinal rolling, the maximum reduction in a single pass is 38mm, the maximum reduction rate is 15.5%, and the rolling speed is 2m / s;
[0018] The temperature control thickness is 180mm, the finish rolling is 6 passes, the final pass reduction is 2.1mm, and the rolling speed is 4m / s. The detailed rolling procedure is shown in Table 1:
[0019] Table 1: 160mmQ345B rolling schedule
[0020]
Embodiment 2、170
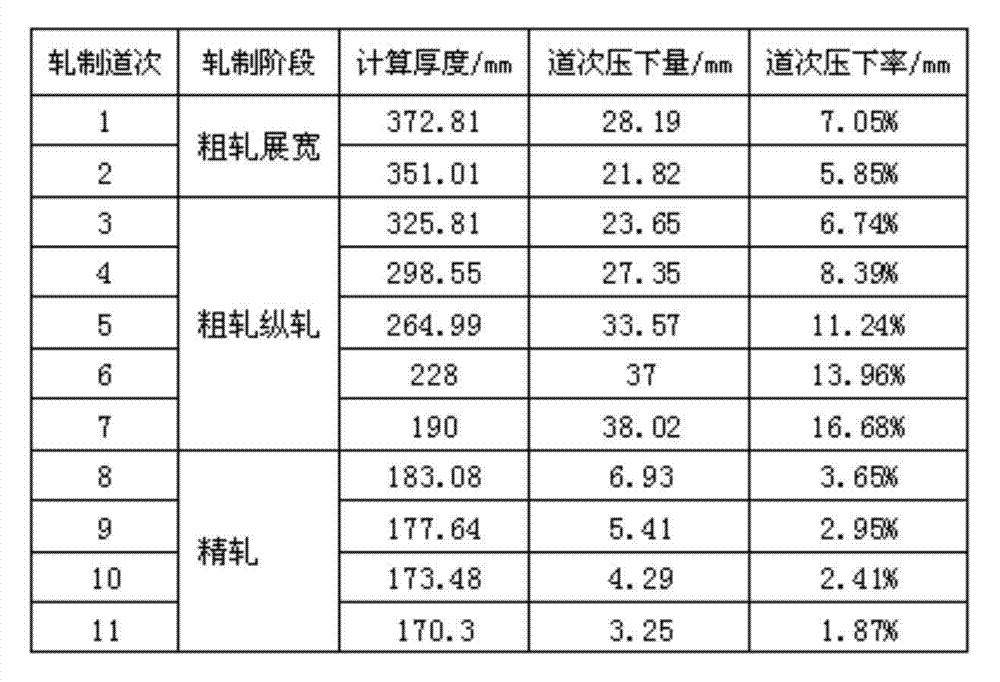
[0021] Embodiment 2, 170mm Q345B
[0022] Billet size: 400*1800*3700mm
[0023] Steel plate size: 170*2000*4700-12000mm
[0024] Rough rolling is first carried out with two passes of widening rolling, followed by longitudinal rolling. The maximum reduction in a single pass is 38mm, the maximum reduction rate is 16.7%, and the rolling speed is 1.5m / s;
[0025] Temperature control thickness 190mm, rolling 4 passes, final pass reduction 3.8mm, rolling speed 3.5m / s. The detailed rolling procedure is shown in Table 2:
[0026] Table 2: 170mmQ345B rolling schedule
[0027]
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com