Bimetal composite plate and its manufacturing process
A technology for composite panels and manufacturing processes, applied to bimetal composite panels, the manufacturing process for manufacturing the above-mentioned bimetal composite panels, and the field of panel manufacturing technology, can solve the problems of limiting the popularization and application of bimetal composite panels, reducing the bonding surface of polymer films, Unable to guarantee the bond strength and other issues, to achieve the effect of excellent creep resistance, stable overall performance, and strong bond
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 1 example
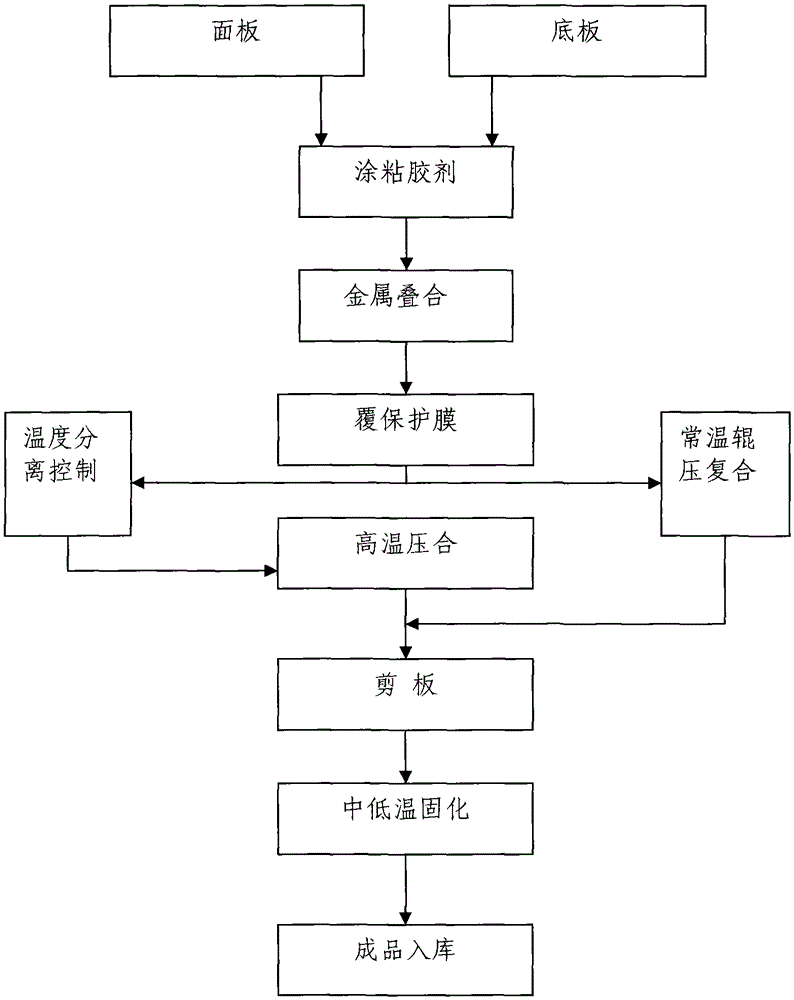
[0043] Include the following steps:
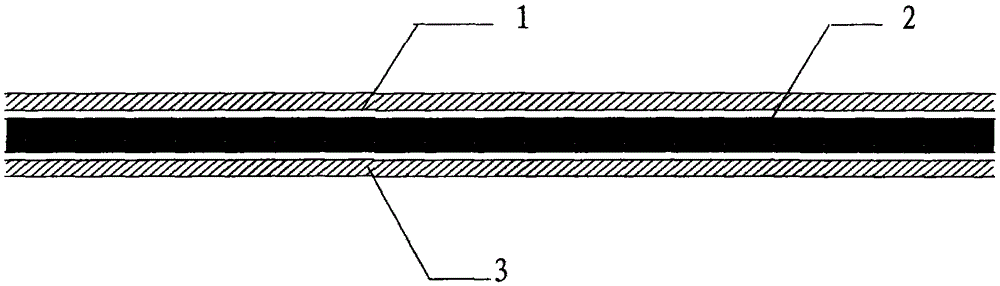
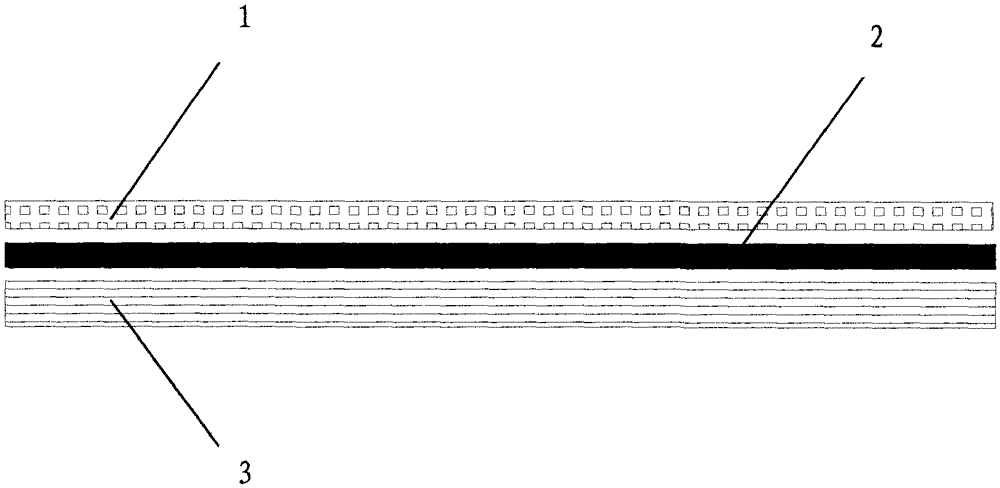
[0044] a. Apply polyurethane adhesive evenly between the surface metal and the bottom metal;
[0045] b. Superimposed surface metal and underlying metal;
[0046] c. Protective film on the opposite metal layer;
[0047]d. The surface layer metal and the bottom metal are rolled together at room temperature;
[0048] e. Cut board;
[0049] f. Curing at low temperature in the range of 35°C-55°C.
no. 2 example
[0051] a. Apply polyurethane adhesive evenly between the surface metal and the bottom metal;
[0052] b. Superimposed surface metal and underlying metal;
[0053] c. Protective film on the opposite metal layer;
[0054] d. Divide 8 heating temperature zones on the upper and lower sides of the composite board, and each two are paralleled as a group of synchronous control, and the group is gradually heated to 80°C for heating and rolling compounding;
[0055] e. Cut board;
[0056] f. Curing at low temperature in the range of 35°C-55°C.
no. 3 example
[0058] a. Apply polyurethane adhesive evenly between the surface metal and the bottom metal;
[0059] b. Superimposed surface metal and underlying metal;
[0060] c. Protective film on the opposite metal layer;
[0061] d. Divide 8 heating temperature zones on the upper and lower sides of the composite board, and each two are paralleled as a group of synchronous control, and the grouping is gradually heated to 100 °C for heating and rolling compounding;
[0062] e. Cut board;
[0063] f. Curing at low temperature in the range of 35°C-55°C.
[0064] The polyurethane adhesive base material described in the above steps is mainly modified polyphenylene oxide (MPPO), supplemented by polystyrene (PS).
[0065] In the process flow, the adhesive is cast and coated on the bimetal composite interface, and under heating and rolling at room temperature or lower than 100°C, sufficient initial bonding force can be produced within 150 seconds to meet the needs of the production process an...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com