Process for processing sand outlets of engine cylinder
An engine block and processing technology technology, applied in the field of machining, can solve the problems of inconsistent coaxiality of roughing and finishing holes, long tool adjustment time, different positioning benchmarks, etc., so as to reduce the frequency of on-site tool changes and shorten the processing time. The effect of rhythm and reduction of defective product rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
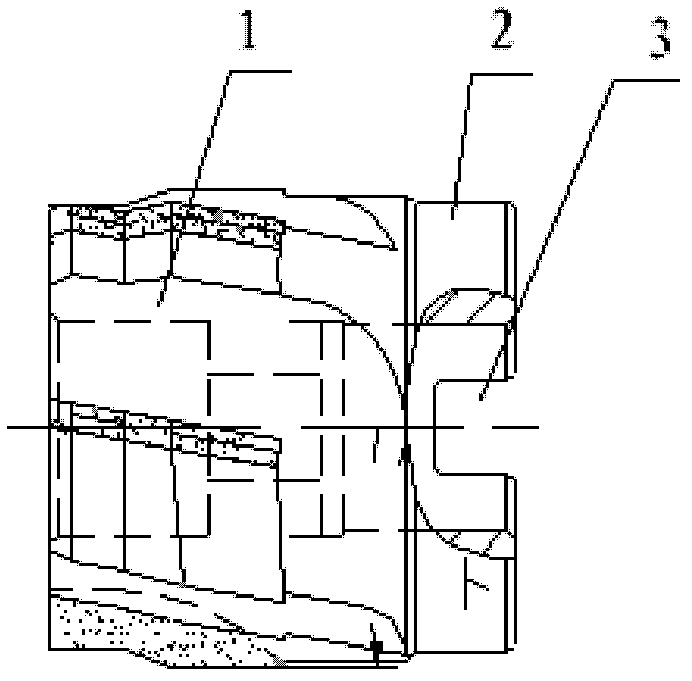
[0017] Embodiment 1: Taking the cylinder block of Dongfeng Co., Ltd. IS as an example, the full-automatic line processing method of the sand outlet hole is specifically: two processing stations (the first station and the second station) are set on the same processing machine tool. One station is a semi-finishing processing station, and the second station is a reaming station.
[0018] (1) Install the tool in the spindle installation hole on the respective corresponding spindle power head on the same machine tool, detect the runout of the reamer blade (not greater than 0.02mm), and press the screw to fix the tool. The cylinder body is automatically transported to the first processing station and clamped automatically;
[0019] (2) The cylinder body is automatically transported to the first station and automatically clamped;
[0020] (3) Sand holes before and after semi-finishing expansion: processing size φ56.2 +0.10 -0.10 mm, the tool used on the spindle is a semi-finishing...
Embodiment 2
[0024] Embodiment 2: Taking the cylinder body of Dongfeng Co., Ltd. IS as an example, the non-automatic processing method of its sand outlet hole is specifically: a processing station on the same processing machine tool.
[0025] (1) Install the semi-finishing cutter first.
[0026] (2) Send the cylinder body to the processing position and clamp it.
[0027] (3) Sand holes before and after semi-fine expansion: same as in Example 1.
[0028] (4) After the semi-fine expansion is completed, replace the semi-finish expansion knife with a reamer.
[0029] (5) Sand holes before and after the hinge: the same as in Example 1.
[0030] (6) After the processing is completed, the tool is withdrawn, and the cylinder is sent to the next processing procedure.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com