Control method of automatic deviation correction during rolling of hot continuous rolling mill
A technology of automatic deviation correction and control method, applied in rolling mill control devices, metal rolling, metal rolling, etc., can solve the problems of high strip running speed, delayed disposal time, wrong adjustment, etc., to achieve widespread promotion value and improve stability. stability, ensure stable results
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0047] Below in conjunction with specific embodiment, further illustrate the present invention. It should be understood that these examples are only used to illustrate the present invention and are not intended to limit the scope of the present invention. In addition, it should be understood that after reading the content of the present invention, those skilled in the art may make various changes or modifications to the present invention, and these equivalent forms also fall within the scope defined by the appended claims of the present application.
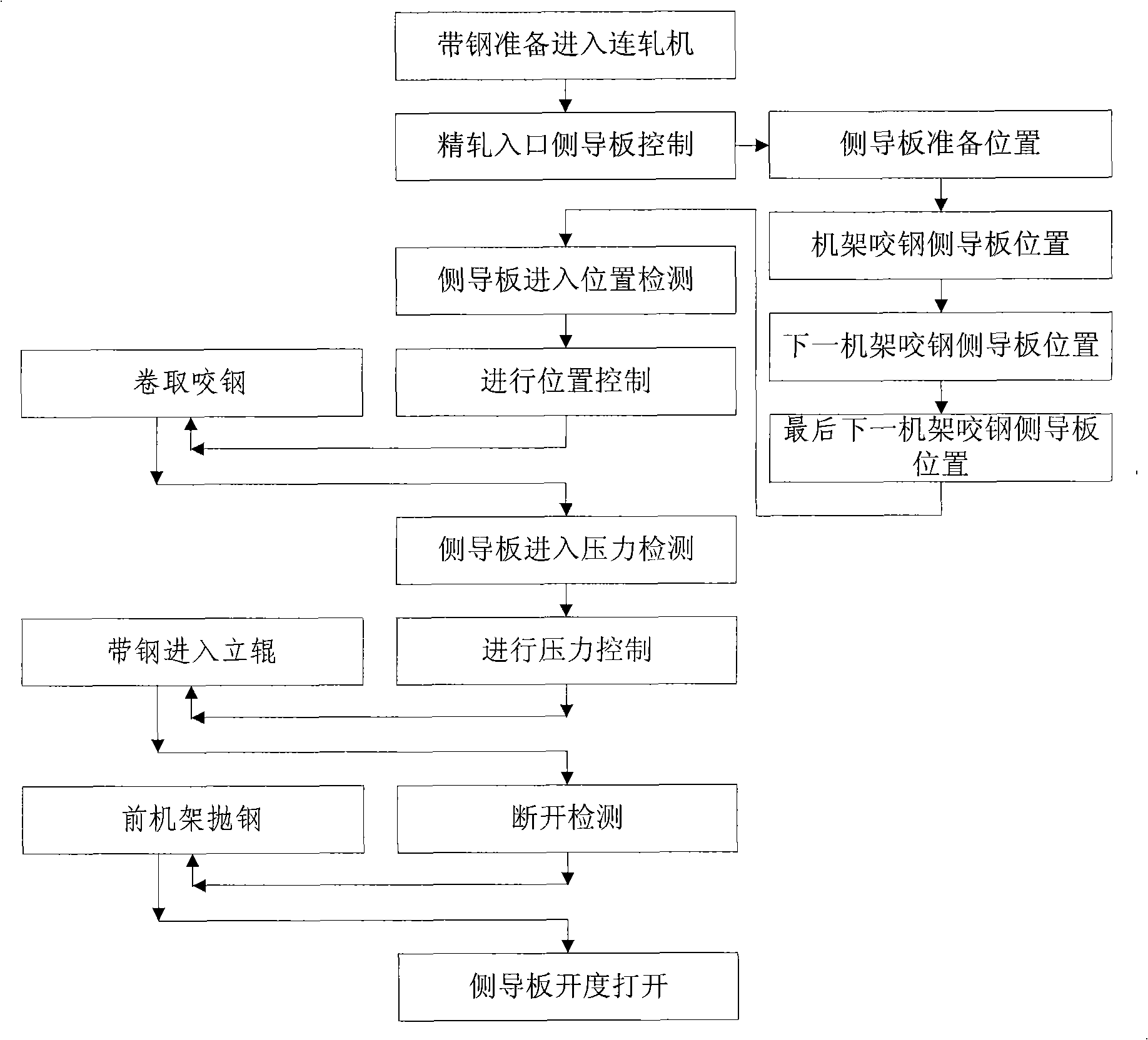
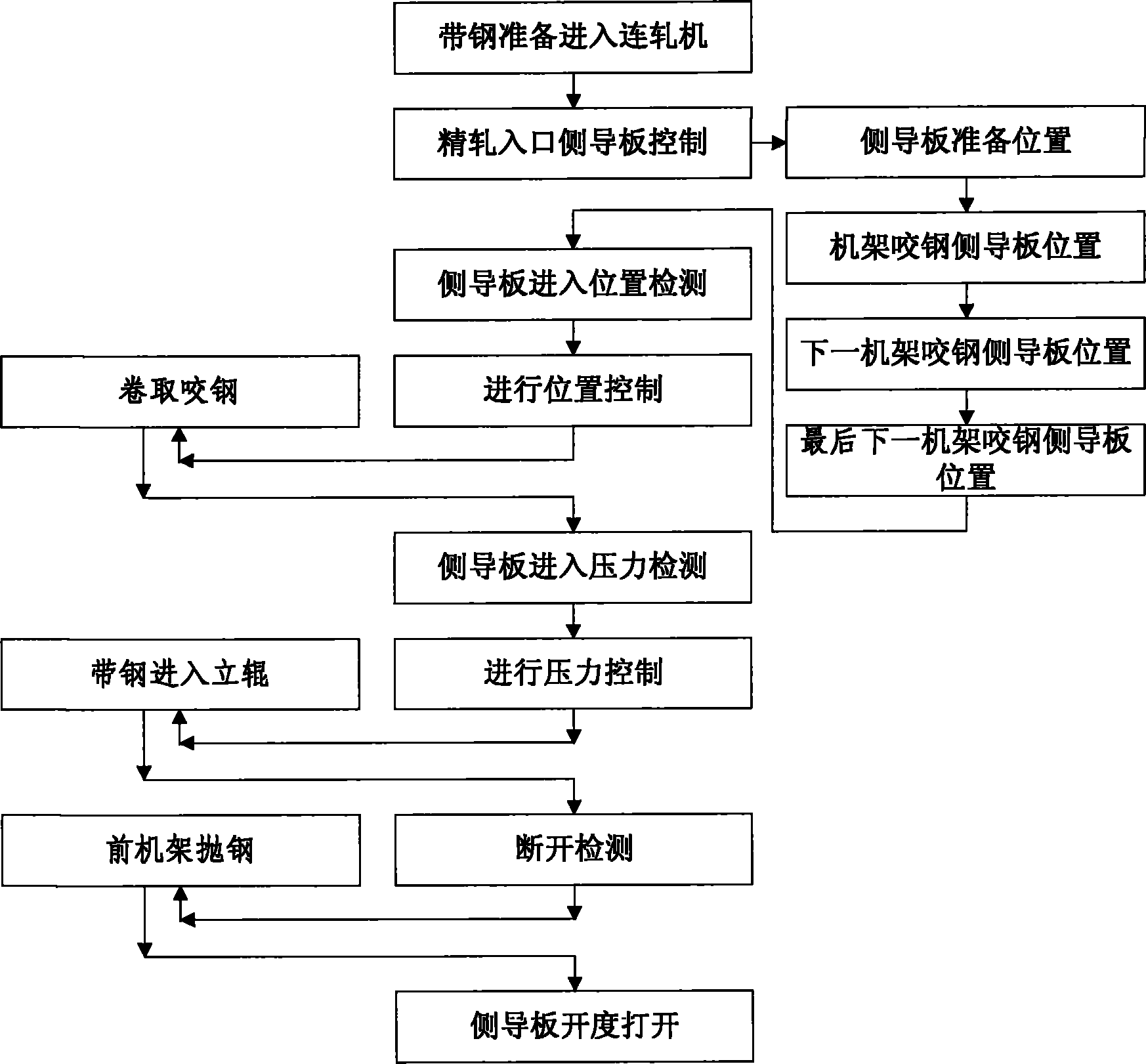
[0048] When the strip is rolled by the hot continuous rolling mill, the strip first starts to bite the steel, and the head of the strip first passes through the first rack, and then runs through the racks of each pass and passes out from the last rack to complete the continuous rolling mill. The strip threading of the frame; after the strip threading is completed, the head of the strip steel enters the steel coil through heat pre...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com