Unleaded halogen-free soldering paste with high wettability
A solder paste and wettability technology, applied in the field of fluxing chemicals for electronic assembly, can solve the problem of low welding activity, achieve low post-weld corrosion, good wettability and storage stability, and reduce post-weld corrosion Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
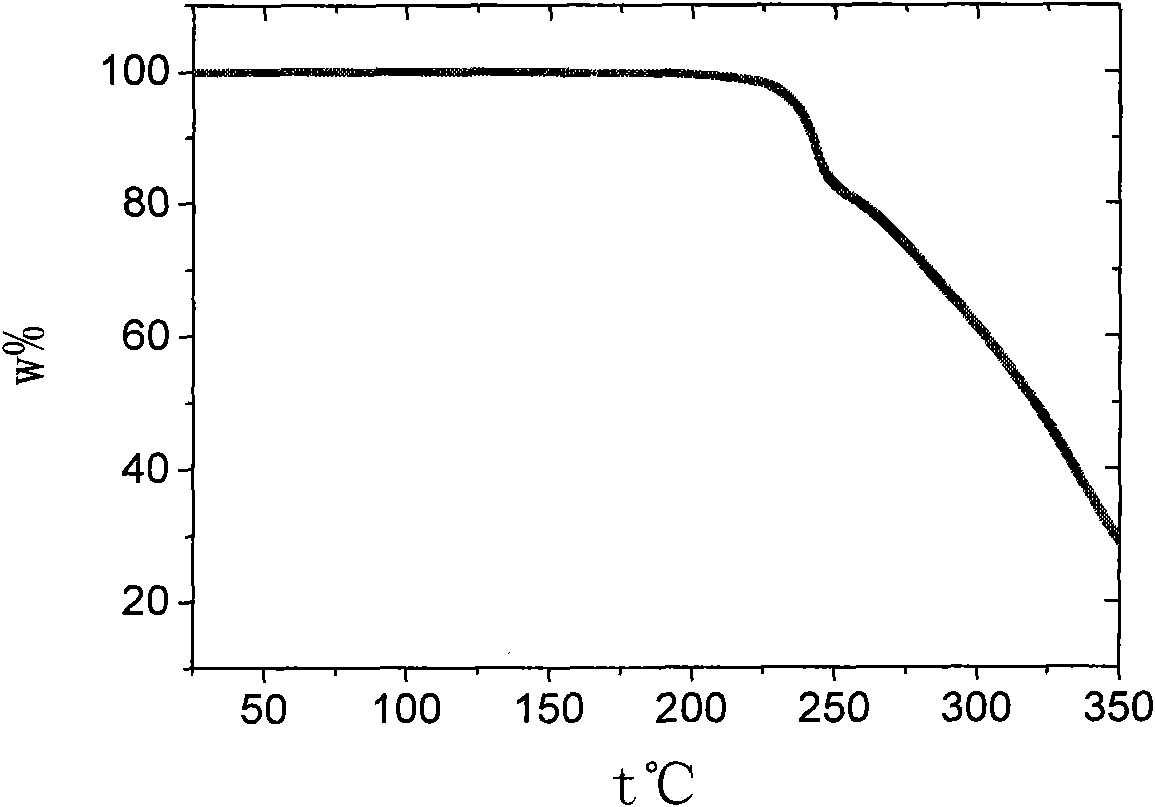
Embodiment 1
[0062] In this embodiment, the solder alloy powder is Sn96.5Ag3.0Cu0.5, its content is 89% (mass percentage), and the content of flux is 11% (mass percentage).
[0063] The components and contents of the flux are as follows:
[0064] Resin Specially modified disproportionated rosin 19.0% of flux mass
[0065] Acrylic modified rosin 32.0% of flux mass
[0066] Thixotropic agent Hydrogenated castor oil 5.0% of flux mass
[0067] Activator Tyrosine benzyl ester p-toluenesulfonate 0.05% by mass of flux
[0068] Solvent diethylene glycol monohexyl ether 43.95% of flux mass
[0069] The above-mentioned solder alloy powder and flux are thoroughly mixed to prepare a solder paste, and the product should be kept refrigerated at 0-10°C. Under the welding and damp heat test conditions as described in Comparative Example 1, the welding pads in Example 1 are full and full after welding, and have excellent wetting; the comparison pictures before and after cleaning through the dam...
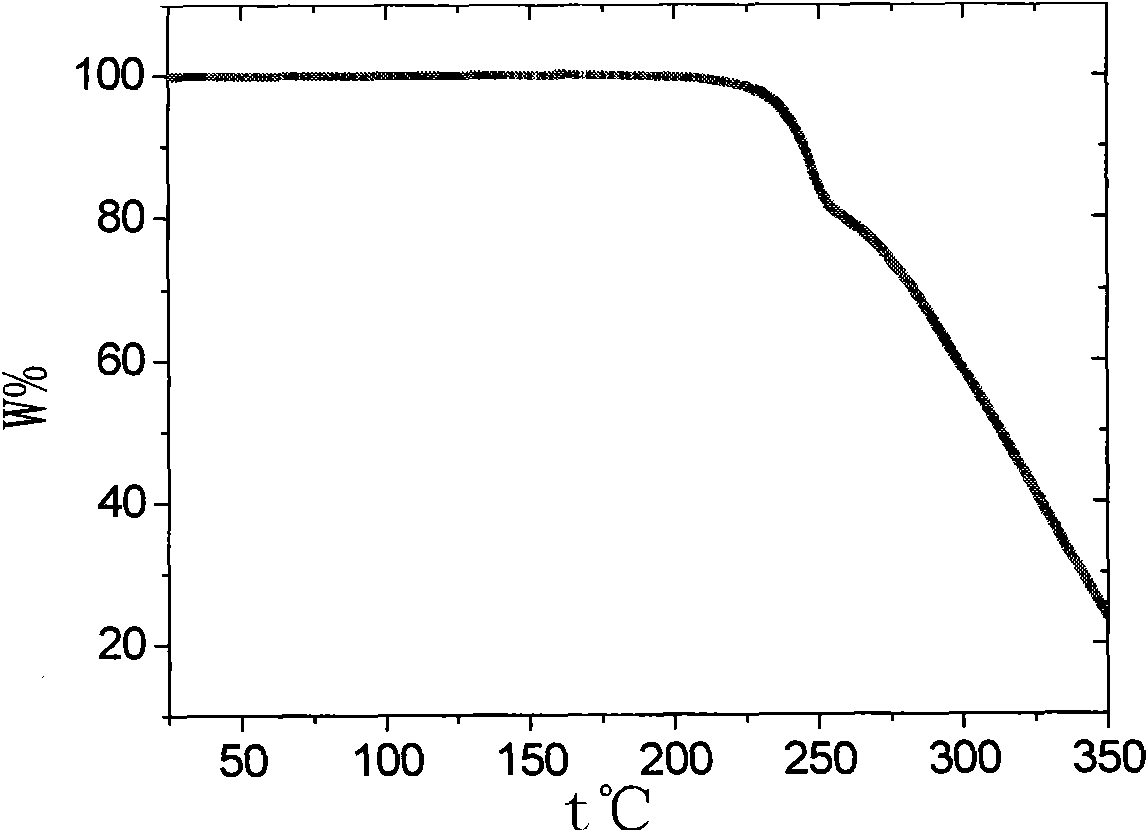
Embodiment 2
[0071] In this embodiment, the solder alloy powder is Sn96.5Ag3.0Cu0.5, its content is 89% (mass percentage), and the content of flux is 11% (mass percentage).
[0072] The components and contents of the flux are as follows:
[0073] Resin Specially modified disproportionated rosin 19.0% of flux mass
[0074] Acrylic modified rosin 35.0% of flux mass
[0075] Thixotropic agent Hydrogenated castor oil 5.0% of flux mass
[0076] Active agent Benzyl valine ester p-toluenesulfonate 10.0% by mass of flux
[0077] Solvent diethylene glycol monohexyl ether 31.0% of flux mass
[0078] The above-mentioned solder alloy powder and flux are thoroughly mixed to prepare a solder paste, and the product should be kept refrigerated at 0-10°C. Under the welding and damp heat test conditions as described in Comparative Example 1, the solder joints in Example 2 are not full after welding, and there are a small amount of scattered tin beads; the comparison pictures before and after cle...
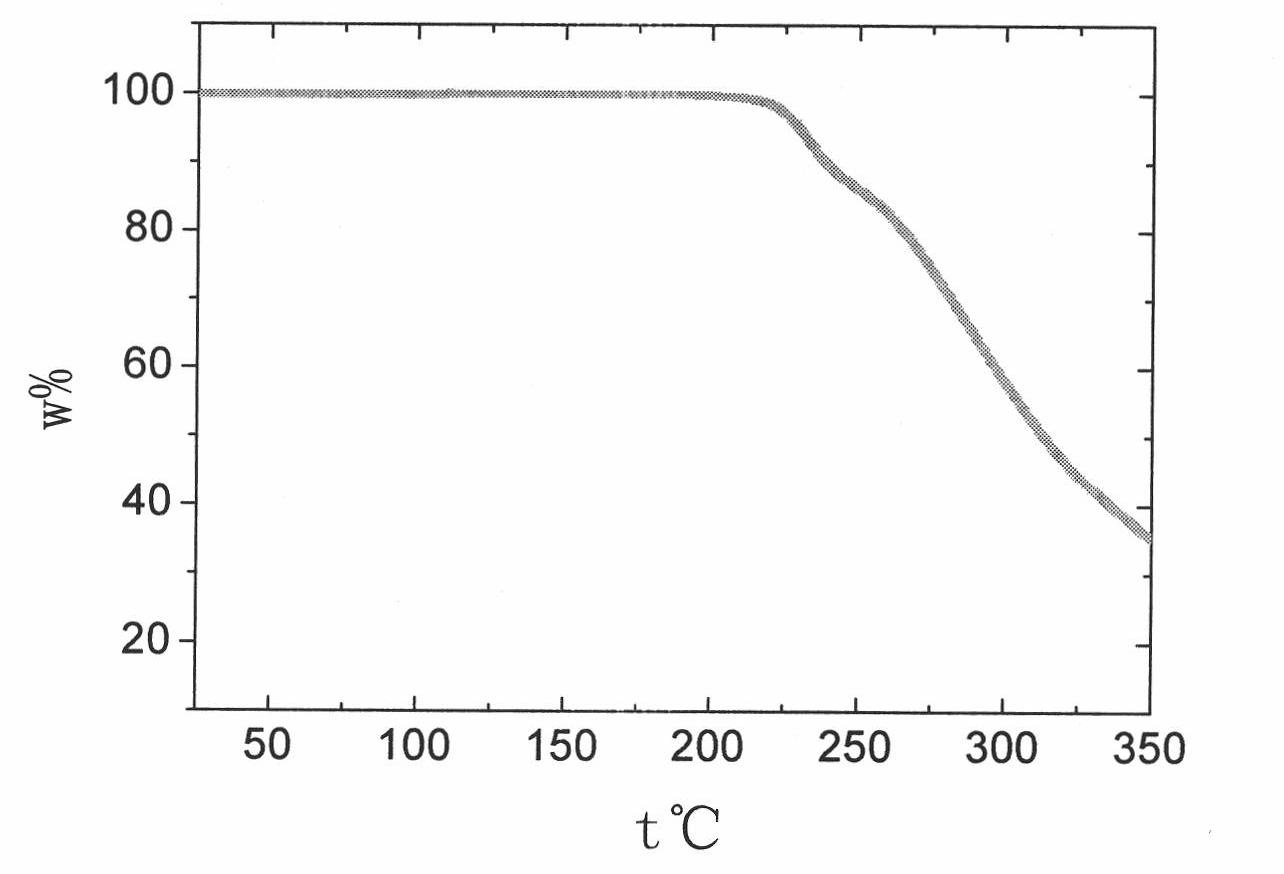
Embodiment 3
[0080] In this embodiment, the solder alloy powder is Sn99Ag0.3Cu0.7, its content is 89% (mass percentage), and the content of solder is 11% (mass percentage).
[0081] The components and contents of the flux are as follows:
[0082] Resin Specially modified disproportionated rosin 19.0% of flux mass
[0083] Acrylic modified rosin 35.0% of flux mass
[0084] Thixotropic agent Hydrogenated castor oil 7.0% of flux mass
[0085] Activator Leucine ethyl ester p-toluenesulfonate 3.5% by mass of flux
[0086] Solvent Diethylene glycol monohexyl ether 35.5% of flux mass
[0087] The above-mentioned solder alloy powder and flux are thoroughly mixed to prepare a solder paste, and the product should be kept refrigerated at 0-10°C. Under the soldering and damp heat test conditions as described in Comparative Example 1, the welding pads in Example 3 are regular, but the solder joints are not full; the comparison pictures before and after cleaning through the damp heat test ( ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com