Method for preparing superhigh-purity aluminum fine grain high-orientation target
A high-orientation, ultra-high technology, applied in metal material coating process, ion implantation plating, coating, etc., can solve the problems of high liquid nitrogen consumption, difficulty in producing large-scale high-purity aluminum targets, and increased production costs , to achieve the effects of reducing energy consumption, eliminating deformation inhomogeneity, and refining grains
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
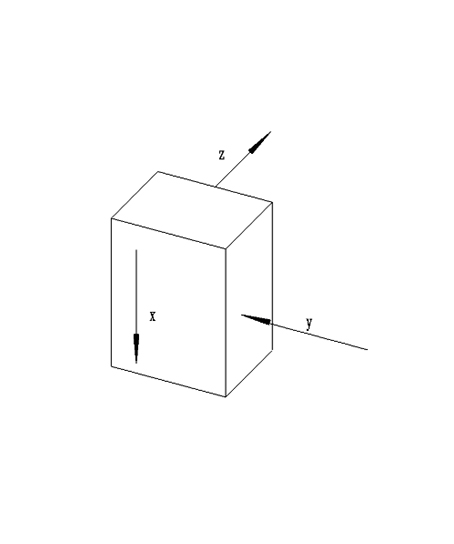
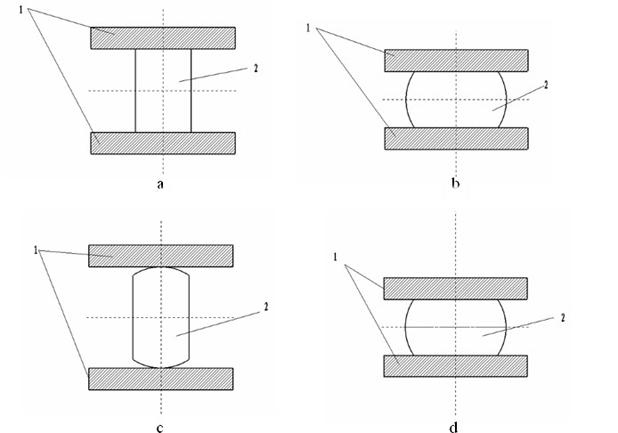
[0031] First, put the ultra-high-purity aluminum ingot with a purity greater than 99.9995 wt% and a size of Ф220×180mm obtained by casting into a resistance furnace and heat it up to 630°C with the furnace, keep it warm for 6 hours, take it out and cool it to room temperature in air; The final ultra-high-purity aluminum ingot is heated to 300°C, and after 3 hours of heat preservation, it is placed on the anvil head of the press, and the ingot is forged into a cuboid through two forgings, and then as figure 1 , 2 As shown, make the X direction of the workpiece coincide with the pressing direction as figure 2 a, 40% reduction of the workpiece as follows figure 2 b. Lift the anvil head and turn the workpiece 90° so that the Y direction of the workpiece is consistent with the pressing direction figure 2 c, and then carry out 40% reduction on the workpiece as follows figure 2 d, in the order of X→Y→Z→X..., repeat forging for 18 times, control the moving speed of the anvil a...
Embodiment 2
[0033]Using the same steps as in Example 1, the ultra-high-purity aluminum ingot is high-purity aluminum with a purity greater than 99.9995 wt%, with a size of Ф220×294mm, a homogenization annealing temperature of 600°C, and an annealing time of 18 hours. The number of forging times is 12, the multidirectional forging temperature is 270°C, the moving speed of the anvil head is 10mm / s, and the pass reduction is 30%. The workpiece is rolled into a plate of 800×1000×14mm, and the pass reduction is controlled at 20% during the rolling process. Recrystallization annealing is carried out on the plate, the annealing temperature is 200°C, and the annealing time is 120 hours. After annealing, the ultra-high-purity aluminum fine-grained and highly oriented target material is obtained. The grains are mainly uniform and fine equiaxed grains, and more than 90% of them have already occurred. recrystallized with an average grain size of 190 um, as Figure 7 , 8 , as shown in 9.
Embodiment 3
[0035] Using the same steps as in Example 1, the ultra-high-purity aluminum ingot is high-purity aluminum with a purity greater than 99.9995 wt%, with a size of 150×120×90 mm, a homogenization annealing temperature of 600° C., and an annealing time of 2 hours. The number of multi-directional forging is 12 passes, the temperature of multi-directional forging is 250°C, the moving speed of the anvil is 20mm / s, and the reduction of each pass is 40%; the workpiece is rolled into a plate of 600×500×5mm; the rolling process The reduction in the middle pass is controlled at 15%; recrystallization annealing is carried out on the plate, the annealing temperature is 50°C, and the annealing time is 60 minutes. Axial crystals are dominant, and more than 90% have recrystallized, with an average grain size of 150um, such as Figure 10 , 11 shown.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Average grain size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com