Continuous casting crystallizer protective scoria for weathering steel and manufacturing method thereof
A continuous casting mold and mold slag technology, applied in the field of steelmaking and continuous casting, can solve the problems of difficult crystallization of mold slag, difficult to control heat transfer, etc., to reduce the generation of rare earth oxides, weak reaction, and uniform melting Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
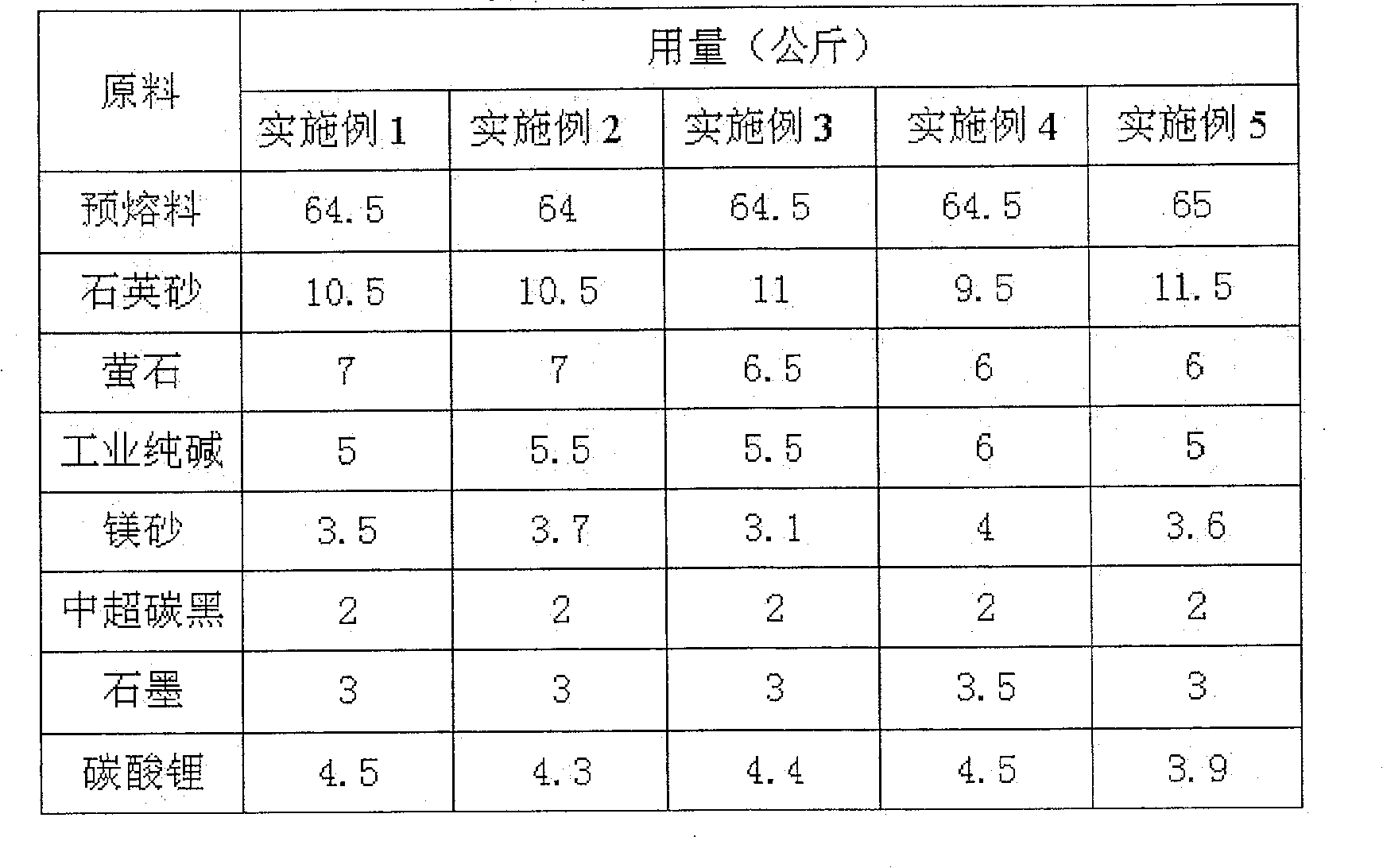
[0041] Weigh the required raw materials according to the ratio shown in Table 1, and use the spray granulation process to make hollow particle mold powder. The chemical composition (percentage by weight) of the obtained mold flux is: SiO 2 32.7%, CaO 33.6%, Al 2 o 3 4.1%, MgO 4.2%, Li 2 O2.5%, Na 2 O 7.3%, F 6.1%, TC 5.5%, Fe 2 o 3 0.7%, the rest is K 2 O 1.5%, MnO 0.9% and other trace components, among which CaO / SiO 2 : 1.03, its physical properties are: hemispherical point melting temperature 1121°C, viscosity at 1300°C 0.18Pa·s, crystallization temperature 932°C, solidification temperature 955°C. The mold flux is used in casting of 09CuPTiRE-A and 09CuPTiRE-B. The experimental conditions are: billet section 200mm×1050mm, casting speed 0.9m / min, pouring temperature 1560℃, good spreadability and fluidity in the crystallizer , the slag surface is active, the reaction with rare earth wire is weak, there is no agglomeration, agglomeration and other poor melting phenom...
Embodiment 2
[0043] Weigh the required raw materials according to the ratio shown in Table 1, and use the spray granulation process to make hollow particle mold powder. The chemical composition (percentage by weight) of the obtained mold flux is: SiO 2 33.8%, CaO 33.6%, Al 2 o 3 4.1%, MgO 4.3%, Li 2 O 2.3%, Na 2 O 6.8%, F 5.9%, TC 6.1%, Fe 2 o 3 0.8%, the rest is K 2 O 1.1%, MnO 0.5% and other trace components, among which CaO / SiO 2 : 0.99. Its physical properties are: hemispherical point melting temperature 1112°C, viscosity at 1300°C 0.20Pa·s, crystallization temperature 932°C, solidification temperature 953°C. The mold flux is used in casting 09CuPTiRE-A and 09CuPCrNi-A. The experimental conditions are: billet section 200mm×1060mm, casting speed 0.85m / min, pouring temperature 1555°C, good spreadability and fluidity in the crystallizer, The slag surface is active, the reaction with the rare earth wire is weak, there is no agglomeration, agglomeration and other poor melting ph...
Embodiment 3
[0045] Weigh the required raw materials according to the ratio shown in Table 1, and use the spray granulation process to make hollow particle mold powder. The chemical composition (percentage by weight) of the obtained mold flux is: SiO 2 34.3%, CaO 33.7%, Al 2 o 3 4.5%, MgO 3.6%, Li 2 O 2.3%, Na 2 O 7.4%, F 6.6%, TC 5.1%, Fe 2 o 3 0.6%, the rest is K 2 O 0.8%, MnO 0.3% and other trace components, among which CaO / SiO 2 : 0.98. Its physical properties are: hemispherical point melting temperature 1135°C, viscosity at 1300°C 0.19Pa·s, crystallization temperature 913°C, solidification temperature 942°C. The mold flux is used in 09CuPRE and 09CuPCrNi-A pouring. The experimental conditions are: billet section 200mm×1250mm, casting speed 0.82m / min, pouring temperature 1565°C, good spreadability and fluidity in the mold, slag surface Active, weak reaction with rare earth wire, no agglomeration, agglomeration and other poor melting phenomena on the slag surface, no slag st...
PUM
| Property | Measurement | Unit |
|---|---|---|
| melting point | aaaaa | aaaaa |
| viscosity | aaaaa | aaaaa |
| crystallization temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com