Strength-enhanced, lightweight lignocellulosic composite board materials and methods of their manufacture
a technology of lignocellulosic composite boards and lightweight materials, which is applied in the field of lightweight lignocellulosic composite board materials, can solve the problems of increasing manufacturing costs, process and product quality control issues, and increasing the weight of current commercial osb often about 10-20% heavier than that of similarly-sized plywood panels, and achieves good structural strength and reduces the density of the board
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
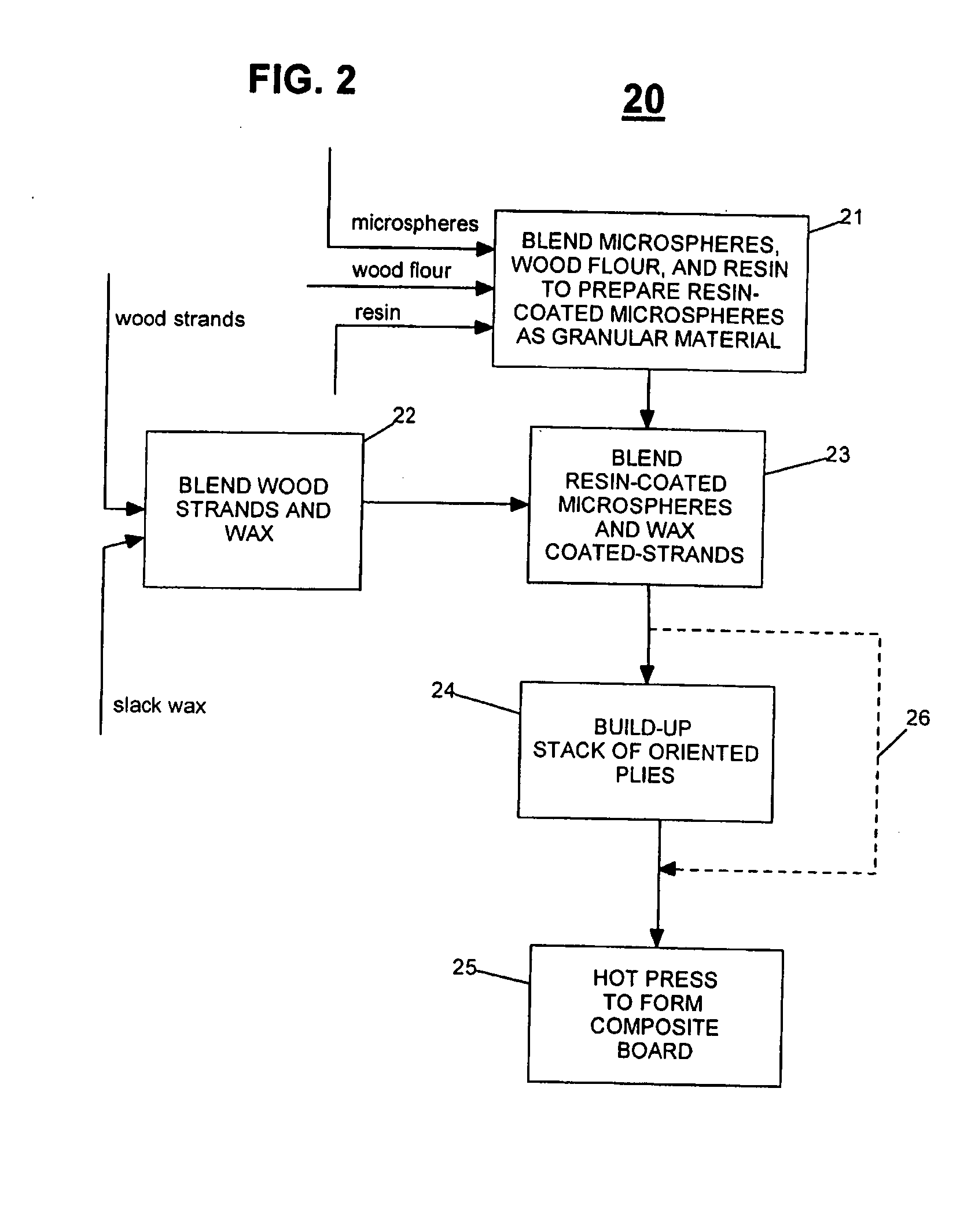
Method used
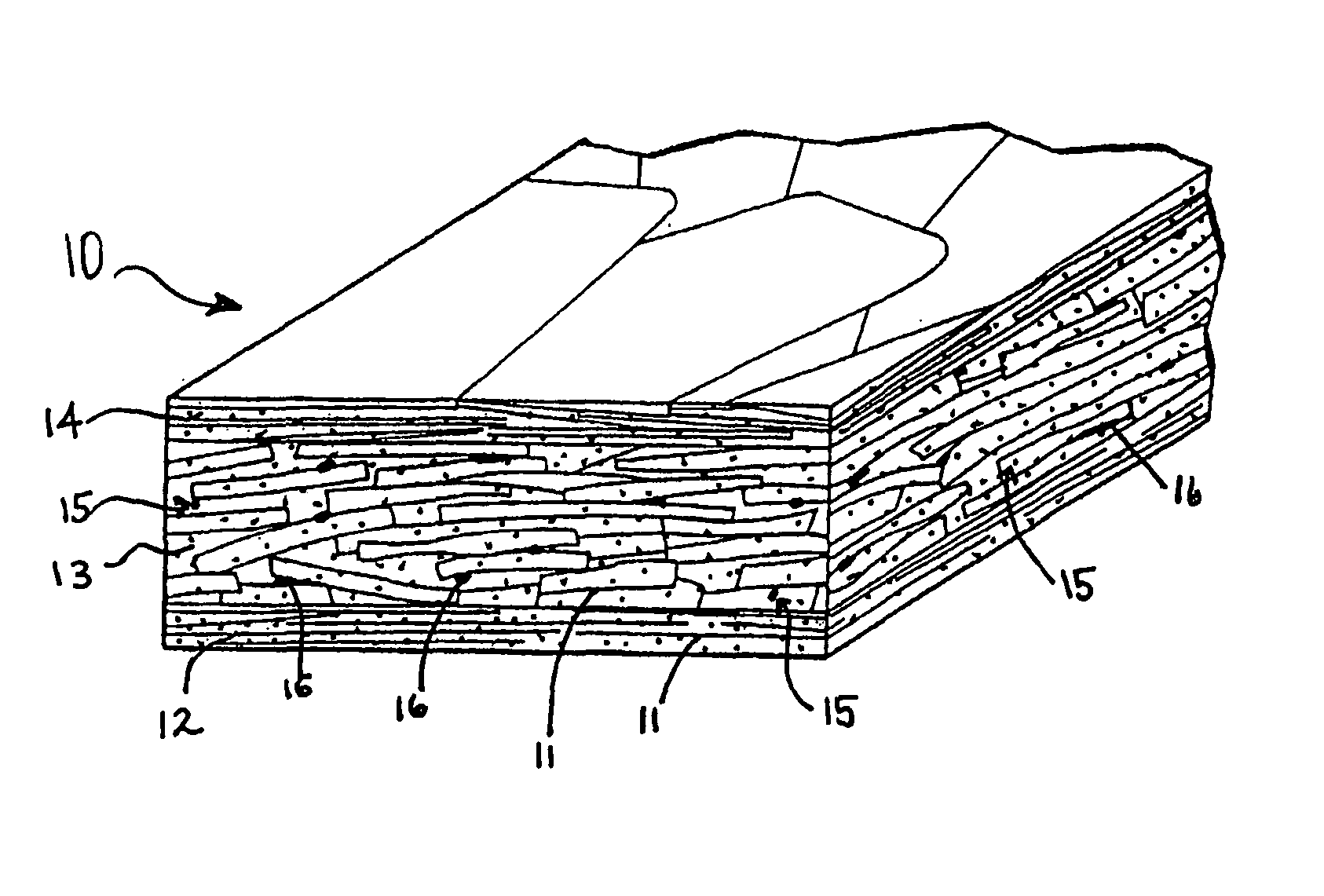
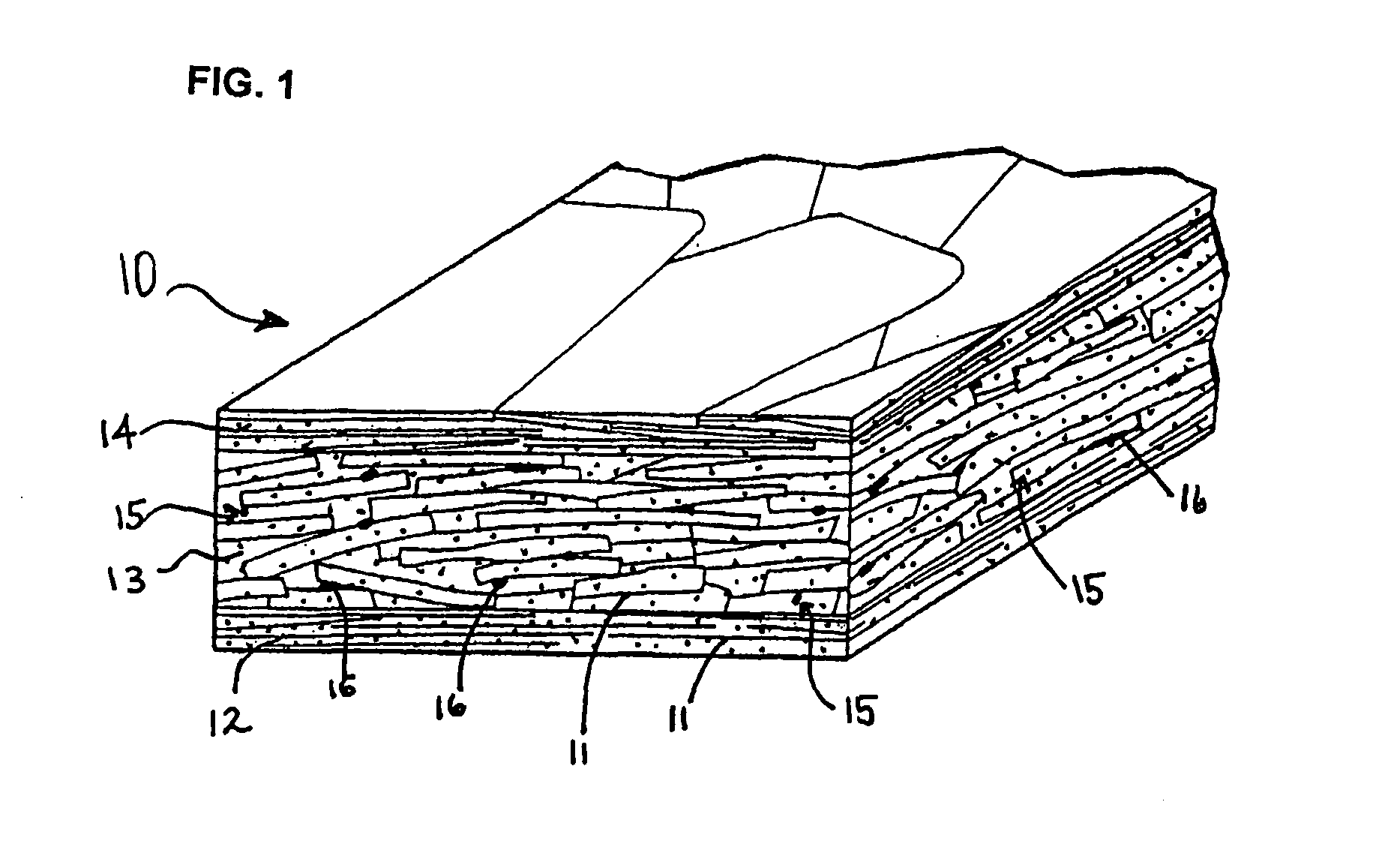
Image

Examples
example 1
5303 grams of wood flakes coated with 1% slack wax (moisture content: 4.5%) was placed in a blender and 174 grams of MDI resin was sprayed on the wood flakes, then, the mixture was tumbled for about 5 minutes in the blender. About 1660 grams of these wood flakes were randomly spread in a 20 inch×20 inch forming box to obtain one piece of OSB panel. On the top and bottom of formed mats, release papers were used to prevent the MDI resin from sticking to the hot platens. The formed mat was placed in a 24 inch×24 inch hydraulic hot press to consolidate the hot press condition as described previously to be pressed into the target thickness of 0.375 inch.
The above panel making condition will be repeated for two times. Therefore, total 3 OSB panels will be obtained.
example 2
4326 grams wood of flakes coated with 1% slack wax (moisture content: 3.0%) was placed in a blender and a resin mixture of K1 / MDl / wood flour with a proportional component of 0.416 / 0.362 / 0.222 by wt. was prepared using a Littleford Day-5 M mixer. 91.5 grams of K1 hollow glass microspheres (3M) was first charged into the Littleford mixer, then, 48.84 grams of wood flour (TI00), obtained from Ace International Inc., was charged into the Littleford. Then, the lid of Littleford mixer was closed and the Littleford was turned on with a rotation speed of 250 rpm. Then, about 79.7 grams of MDI resin was injected through an open slot on the top of the mixer in about 60 to 90 seconds. The time for the mixture to blend is controlled for about 6 minutes. Then, the mixture is collected into plastic zip-loc bags. This resin mixture process will be repeated one more time to make up the resin mixture of 440 grams.
About 400.0 grams of the above resin mixture was directly mixed with the wood flakes...
example 3
4326 grams of wood flakes coated with 1% slack wax (moisture content: 3.0%) was placed in a blender and a resin mixture of S22 microspheres / MDl / wood flour with a proportional component of 0.556 / 0.2752 / 0. 1687 by wt. was prepared using a Littleford Day-5 M mixer. 155.7 grams of 822 hollow glass microspheres (3M) was first charged into the Littleford mixer, then, 47.2 grams of wood flour (T100) was charged into the Littleford. Then, the lid of Littleford mixer was closed and the Littleford was turned on with a rotation speed of 250 rpm. Then, about 77.1 gram of MDI resin was injected through an open slot on the top of the mixer in about 60 to 90 seconds. The time for the mixture to blend is controlled for about 6 minutes. The mixture is collected into plastic zip-loc bags. This resin mixture process will be repeated one more time to make up the resin mixture of 560 gram.
About 526 grams of the above resin mixture was directly mixed with 4326 grams of wood flakes coated with 1% slack...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Fraction | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com