Carpet, carpet backings and methods
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
examples
[0186] Test Methods
[0187] The primary performance criteria determined for the various Examples included: tuft bind, abrasion resistance, Velcro rating, flexibility and lamination strength. Tuft bind testing was conducted in accordance with ASTM D-1335-67.
[0188] Moduli for the ethylene polymers used in the present invention were measured in accordance with ASTM-790.
[0189] Abrasion resistance was based on a qualitative Velcro fuzzing test. In this test, a 2 inch (5.1 cm) diameter, 2 pound (0.91 kg) roller coated with the loop side of standard Velcro was passed 10 times over the face side of coated carpet samples. The fuzz on the abraded carpet was then compared to a set of carpet standards and rated on a 1-10 scale wherein a rating of 10 denoted zero fuzzing.
[0190] Flexibility rating was also based on a qualitative assessment. Lamination strength was based on manual qualitative assessment in which a good delamination rating was given if the various layers of a carpet sample could not ...
examples 1-12
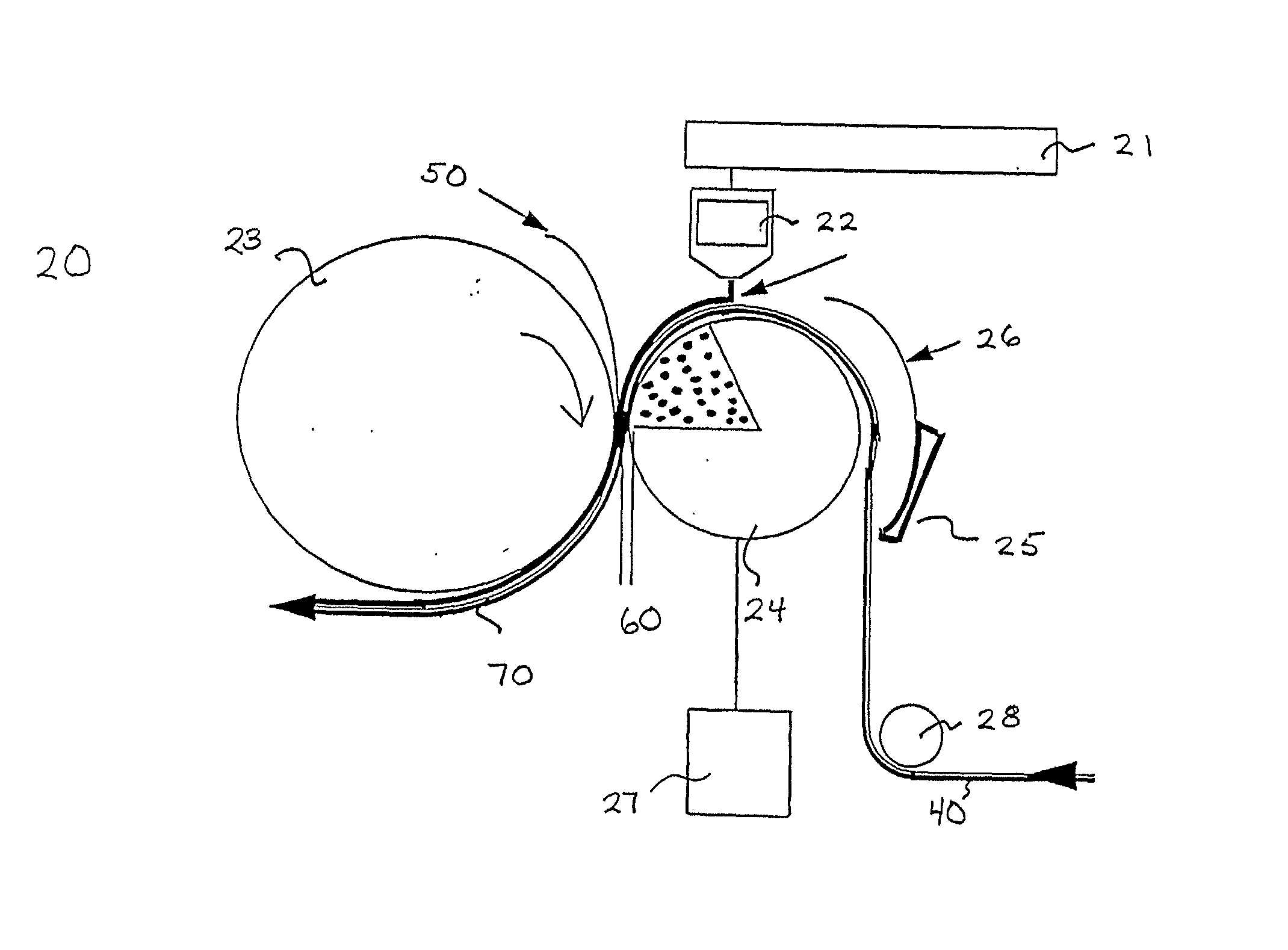
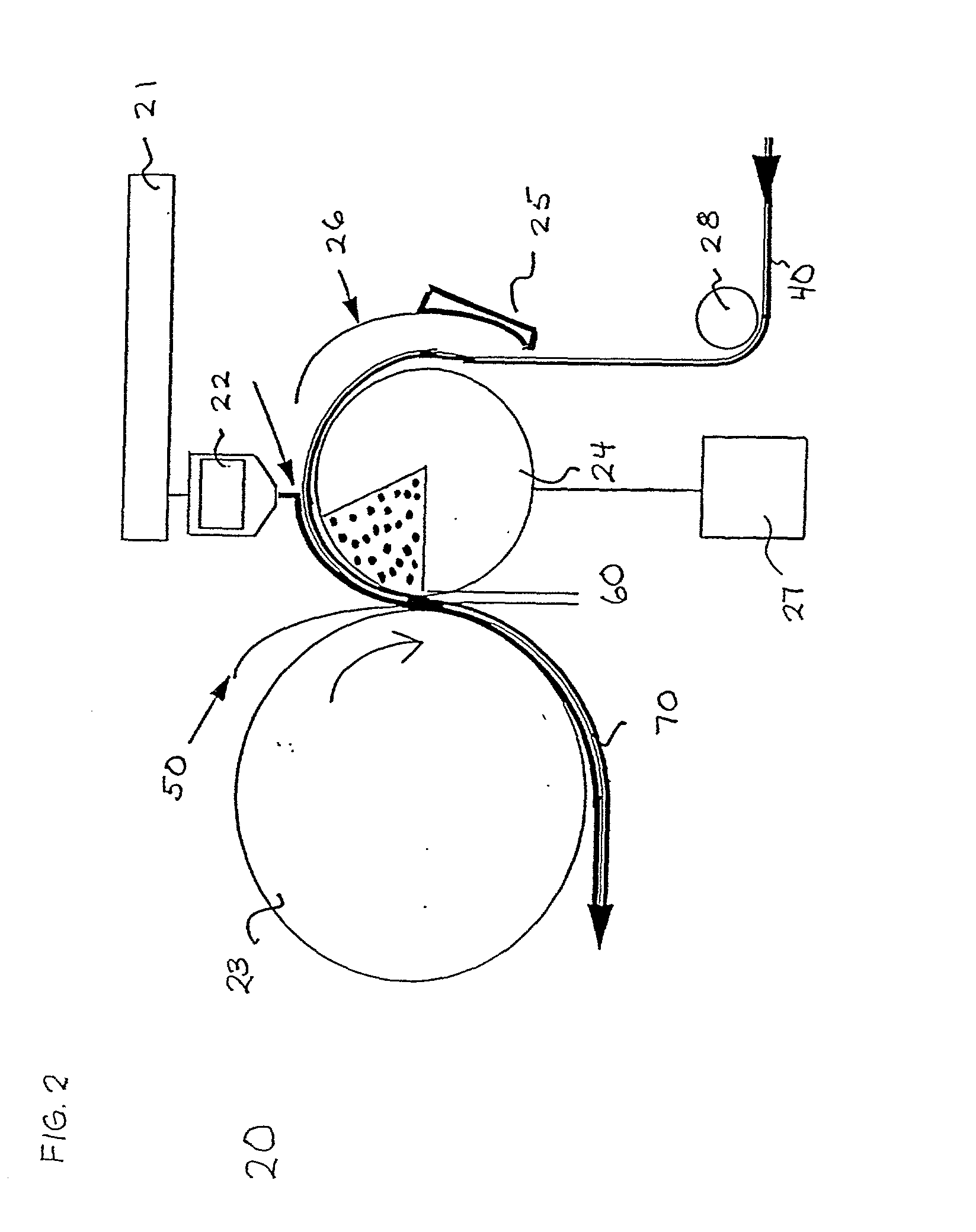
[0194] Table 2 summarizes the polymers, extrusion conditions and carpet sample performance results for Inventive Examples 1-8 and Comparative Runs 9-12. The extrusion coating equipment consisted of a two-extruder Black Clawson coextrusion line equipped with a 31 / 2 inch (8.9 cm) diameter primary extruder having a 30:1 L / D and a 21 / 2 inch (6.4 cm) diameter secondary extruder with a 24:1 L / D. For these examples, only the large extruder was operated at 90 rpms (250 lbs. / hr). A 76 cm slot die was attached to the extruder and was deckled to 69 cm with a 20-mil (0.51 mm) die gap and a 6-inch (15.2 cm) air / draw gap. The nip roll pressure was set at 85 psi (0.58 MPa) and the chill roll was controlled at 60.degree. F. (15.6.degree. C.). The targeted extrusion temperatures, line speed and coating thicknesses are listed in Table 2.
[0195] Greige good swatches of polypropylene (26 OSY (919.6 cm / m.sup.2), tufted, loop pile, straight stitch greige goods available from Shaw Industries under the desi...
examples 13-22
[0198] Table 3 summarizes the polymers, extrusion conditions, and carpet performance results for Inventive Examples 13-22. These examples used the same extrusion equipment, extrusion conditions and greige goods listed for Examples 1-12.
3TABLE 3 Pre- Melt Line Tuft Temp Thick Temp Speed Bind .degree. F. mil .degree. F. ft / min Lamination lbs. Ex. Resin (.degree. C.) (mm) (.degree. C.) (m / min) Flex Strength (kg) 13 C 175 7 425 65 Good Good 3.6 (79) (0.18) (218) (19.8) (1.6) 14 C 175 7 500 65 Good Good 5.4 (79) (0.18) (260) (19.8) (2.4) 15 C 175 7 550 65 Good Good 6.3 (79) (0.18) (288) (19.8) (2.9) 16 C 175 7 575 65 Good Good 6.6 (79) (0.18) (302) (19.8) (3.0) 17 C 175 7 600 65 Good Good 5.3 (79) (0.18) (316) (19.8) (2.4) 18 C 175 15 425 30 Good Good 6.9 (79) (0.38) (218) (9.1) (3.1) 19 C 175 15 500 30 Good Good 6.8 (79) (0.38) (260) (9.1) (3.1) 20 C 175 15 550 30 Good Good 8.3 (79) (0.38) (288) (9.1) (3.8) 21 C 175 15 575 30 Good Good 6.2 (79) (0.38) (302) (9.1) (2.8) 22 C 175 15 600 3...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Length | aaaaa | aaaaa |
| Fraction | aaaaa | aaaaa |
| Time | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com