Roller type curve design method in thin narrow material smoothing and rolling process
A technology of flat rolling and curve design, applied in computing, special data processing applications, instruments, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
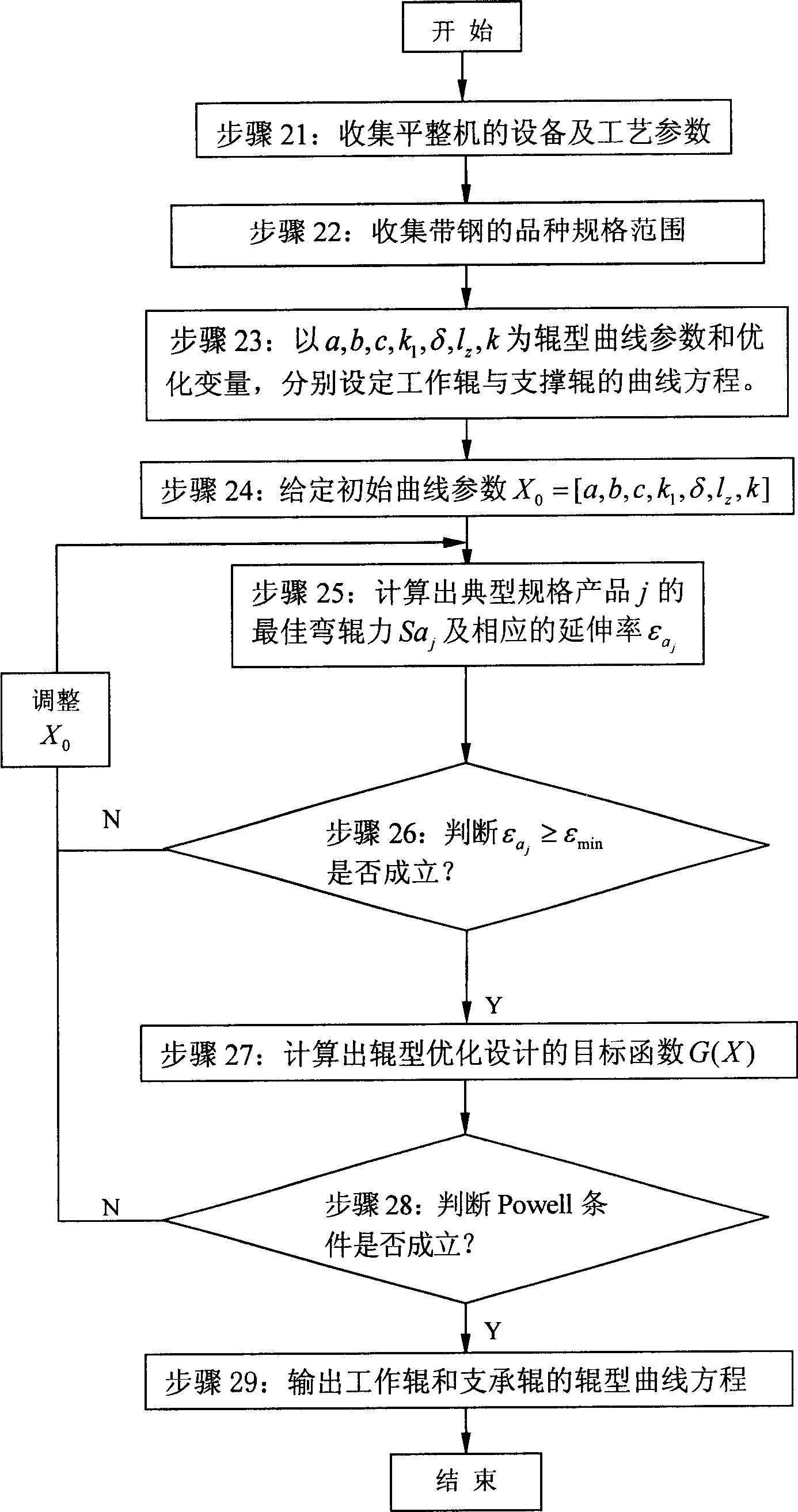
[0057] Provided below adopt the method optimization design of the present invention to design the work roll and back-up roll profile curve parameter solution process when certain common four-roller skin pass mill rolls thin and narrow material, as figure 2 shown.
[0058] First, in step 21, the equipment and process parameters of the skin pass mill are collected: work roll body length L w =1300mm, working roll diameter D w =φ440 / 480mm, back-up roll body length L b =1300mm, back-up roll diameter D b =φ1100 / 1200mm, the distance between the drive side of the backup roller and the center of the screw on the working side is l 1 = 2.32m, positive and negative bending rolls of working rolls, center distance between drive side and working side bending roll hydraulic cylinder l 2 =2.32m. The maximum bending force is ±60t, the maximum rolling pressure is 700t, and the maximum rolling speed is 1000m / min.
[0059] Subsequently, in step 22, the variety specification range of strip s...
Embodiment 2
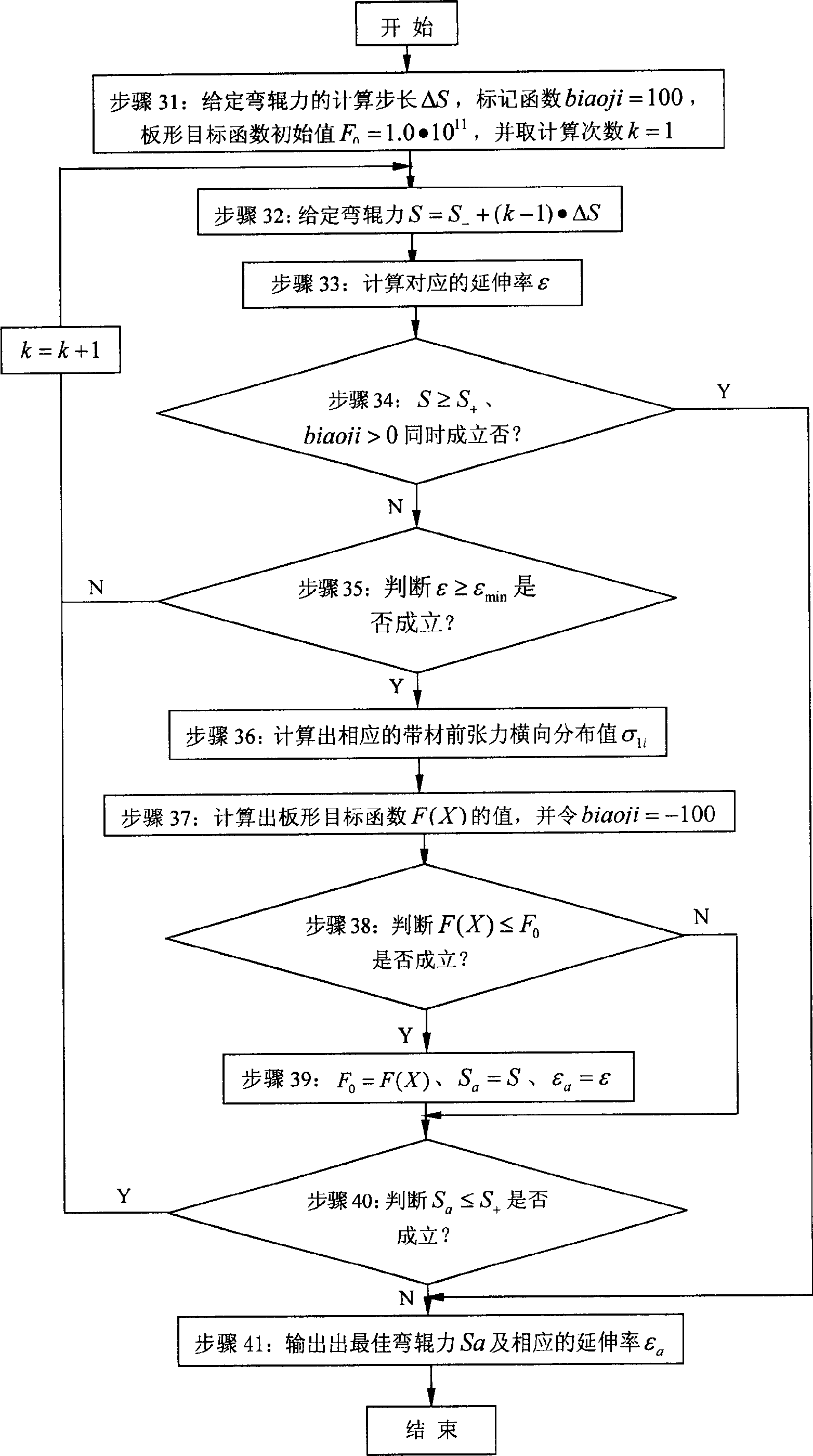
[0075] The calculation process of the optimal roll bending force when adopting the method of the present invention to solve a certain common four-roller skin pass mill rolling typical specification thin narrow material is given below, as image 3 shown.
[0076] The equipment and process parameters of the related tempering machine are: work roll body length L w =1300mm, working roll diameter D w =φ440 / 480mm, back-up roll body length L b =1300mm, back-up roll diameter D b =φ1100 / 1200mm, the distance between the drive side of the backup roller and the center of the screw on the working side is l 1 = 2.32m, positive and negative bending rolls of working rolls, center distance between drive side and working side bending roll hydraulic cylinder l 2 =2.32m. The maximum bending force is ±60t, the maximum rolling pressure is 700t, and the maximum rolling speed is 1000m / min.
[0077] Typical specifications of thin and narrow material width 800mm, thickness 0.15mm, yield strength ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Width | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com