Golf club head and manufacturing method thereof
A golf ball and a manufacturing method technology, applied to golf balls, golf clubs, rackets, etc., can solve the problems of reduced overall volume, increased spacing, inability to re-separate a club head shell 31 and a ball striking face plate 30, and the like, Achieve the effect of improving accuracy, efficiency, and good integration
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment Construction
[0041] Before the present invention is described in detail, it should be noted that in the following description, similar elements are denoted by the same reference numerals.
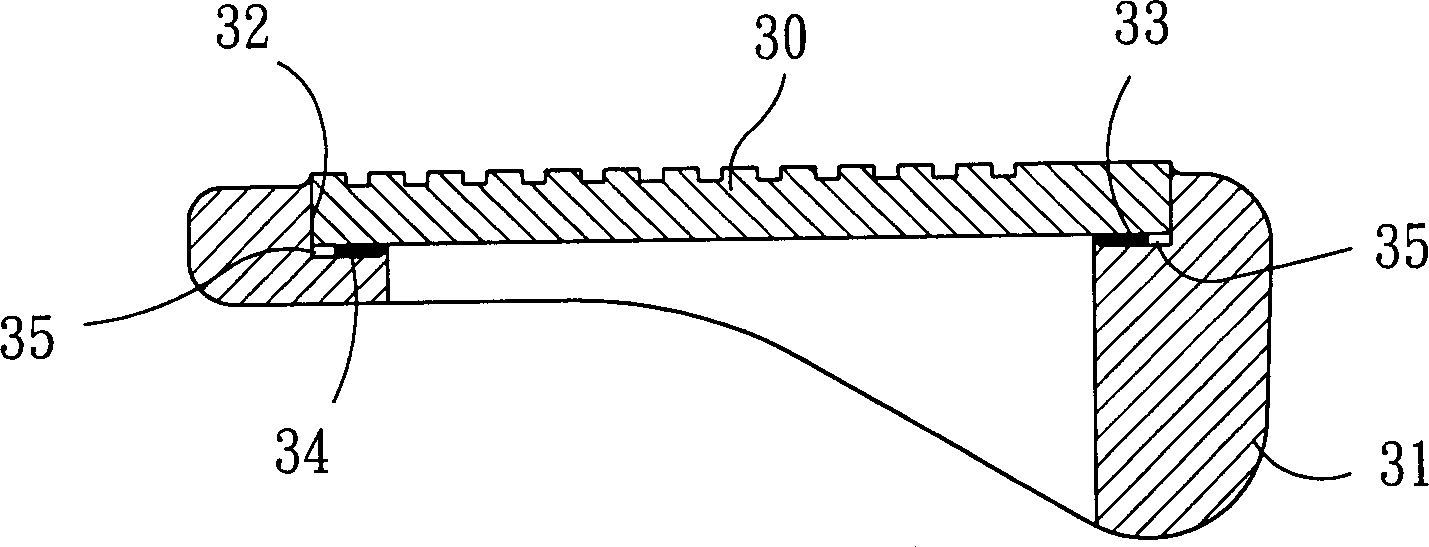
[0042] refer to Figure 4 , 5 , A preferred embodiment of the golf club head 4 of the present invention is an iron club head, comprising: a shell 41 , a striking panel 42 , and most brazing materials 43 . The shell 41 , the striking panel 42 and the brazing material 43 are all made of different metal materials, and the melting point of the brazing material 43 is lower than that of the shell 41 and the striking panel 42 .
[0043] The shell 41 has a body 411, a joint portion 412 surrounding the periphery of the body 411 (because the joint portion 412 is circular, so Figure 4 In the side cross-sectional view of FIG. 2 , there are two junctions 412 ), and an opening 413 that is defined by the junctions 412 and tapers from outside to inside. The striking panel 42 closes the opening 413 of the housing 41...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com