Flat suction machining method for circular PIN part
A processing method, circular technology, applied in the direction of metal processing equipment, manufacturing tools, grinding workpiece supports, etc., can solve the problems of round PIN needles that are easy to jump, waste auxiliary time, and poor size control, so as to save The effect of leveling the parts, ensuring the machining accuracy and shortening the machining cycle
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0025] The specific embodiments of the present invention are described below so that those skilled in the art can understand the present invention, but it should be clear that the present invention is not limited to the scope of the specific embodiments. For those of ordinary skill in the art, as long as various changes Within the spirit and scope of the present invention defined and determined by the appended claims, these changes are obvious, and all inventions and creations using the concept of the present invention are included in the protection list.
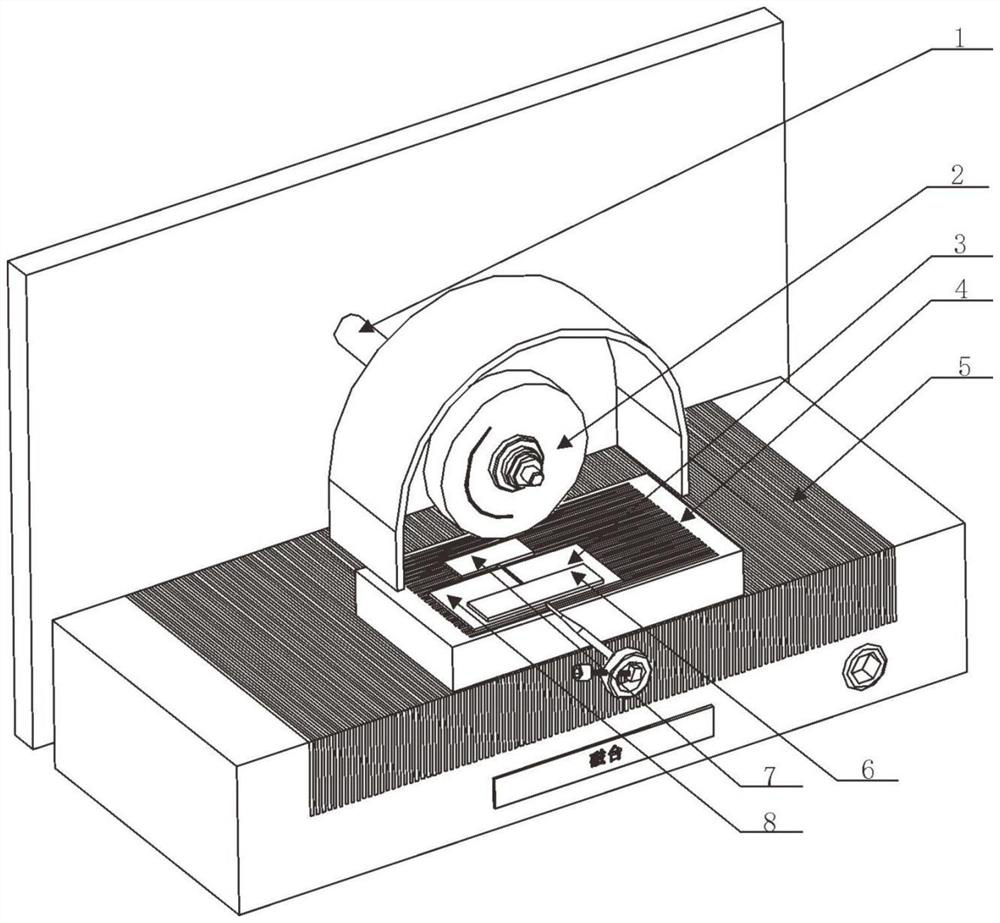
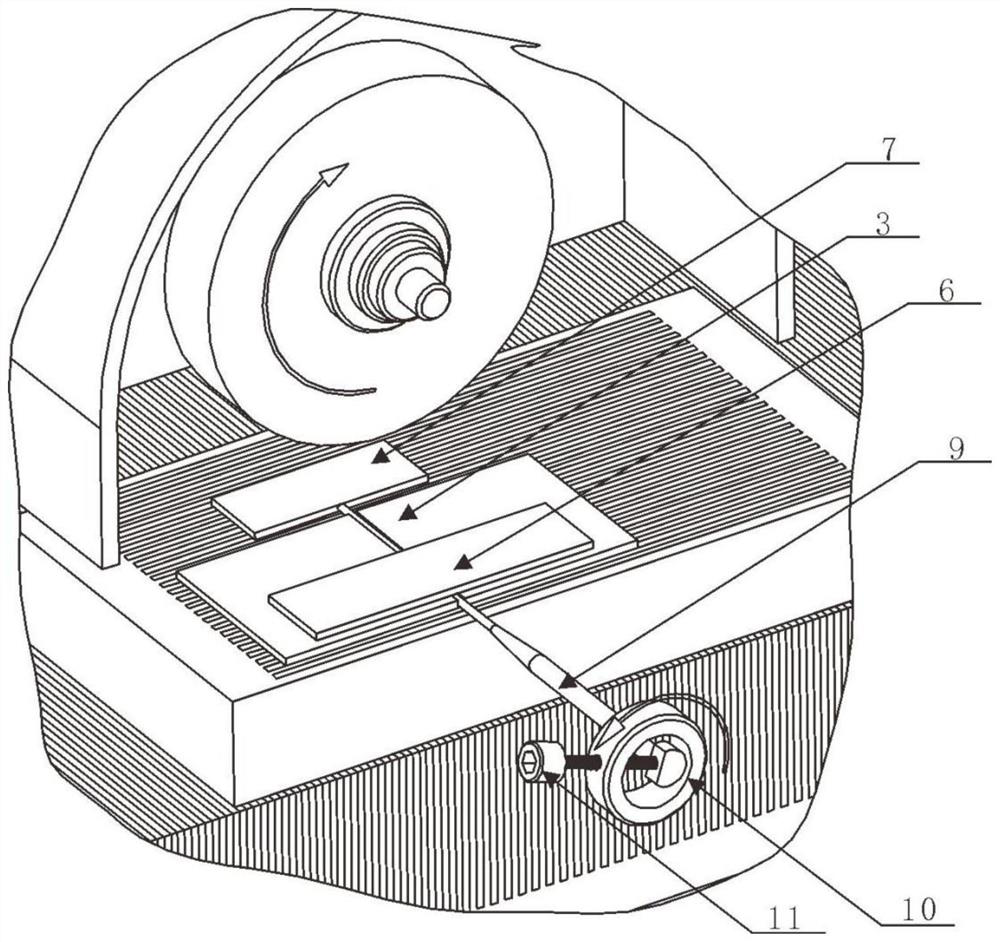
[0026] Combine below figure 1 and figure 2 The method for flat-suction processing of the circular PIN needle part 9 is described in detail, and the method S includes steps S1 to S2.
[0027] In step S1, select the suction force magnetic table 4 that width is less than the length of circular PIN needle part 9 to be placed on the magnetic table 5 of lathe, and make the magnetic line of force of suction force magnetic table ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com