


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Preparation method of revolved body type carbon/carbon composite material
A technology of carbon composite material and rotary body is applied in the field of preparation of rotary body-like carbon/carbon composite material, which can solve the problems of shortening the preparation cycle, and achieve the effects of shortening the densification cycle, improving the structure, and fully infiltrating
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
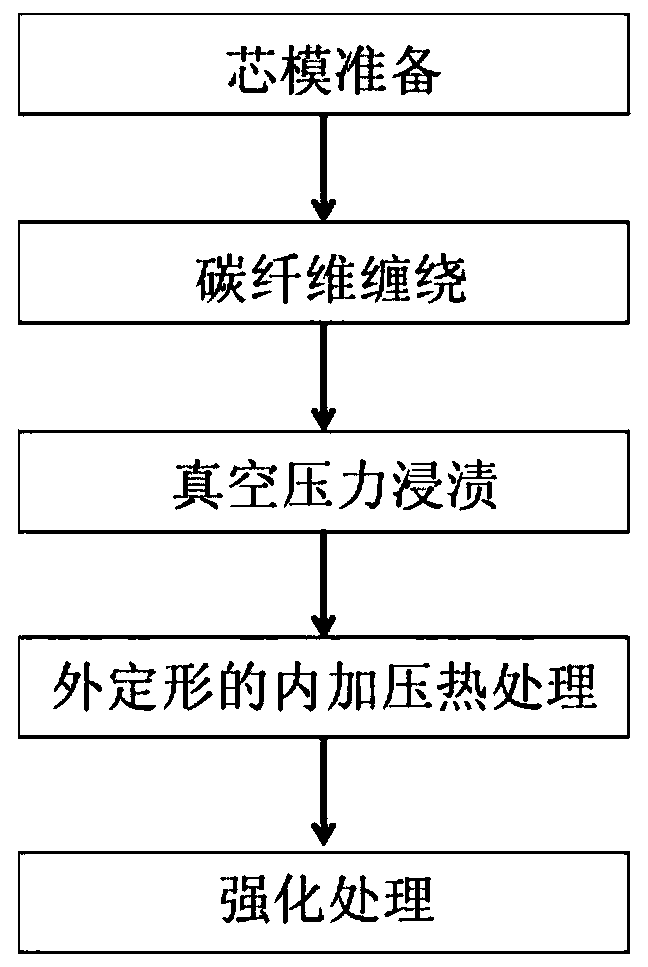
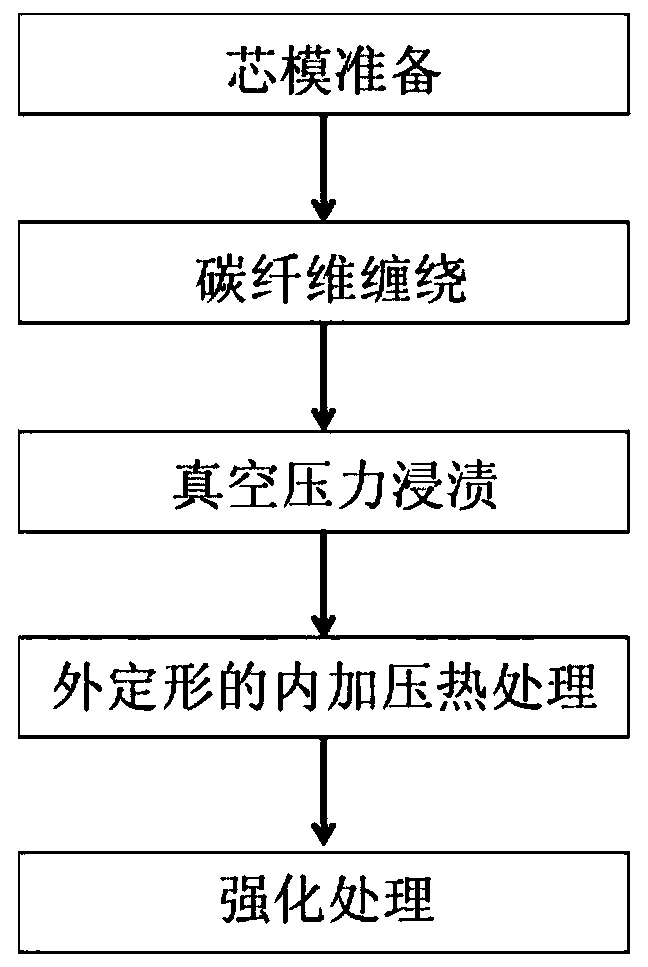
[0040] The preparation method of this embodiment includes the following steps:
[0041] Step 1. Mandrel preparation: Determine the cylindrical carbon / carbon composite material with an inner diameter of 660mm, an outer diameter of 690mm, a wall thickness of 30mm, a length of 500mm, a high-temperature elliptical deformation not more than 3mm, and a density not less than 1.65g / cm. 3 , The hoop tensile strength is not less than 190MPa, and the interlayer shear strength is not less than 25MPa. According to the target product cylindrical carbon / carbon composite material and the heat treatment deformation law of the continuous carbon fiber used, design the outer surface shape and the target product cylinder Shape Carbon / carbon composite material has a metal core mold with the same inner surface shape, a length of 600mm and an outer diameter of 586mm. The outer surface of the metal core mold is cleaned with a cleaning agent, and then the outer surface of the cleaned metal core mold Lay po...
Embodiment 2
[0050] The preparation method of this embodiment includes the following steps:
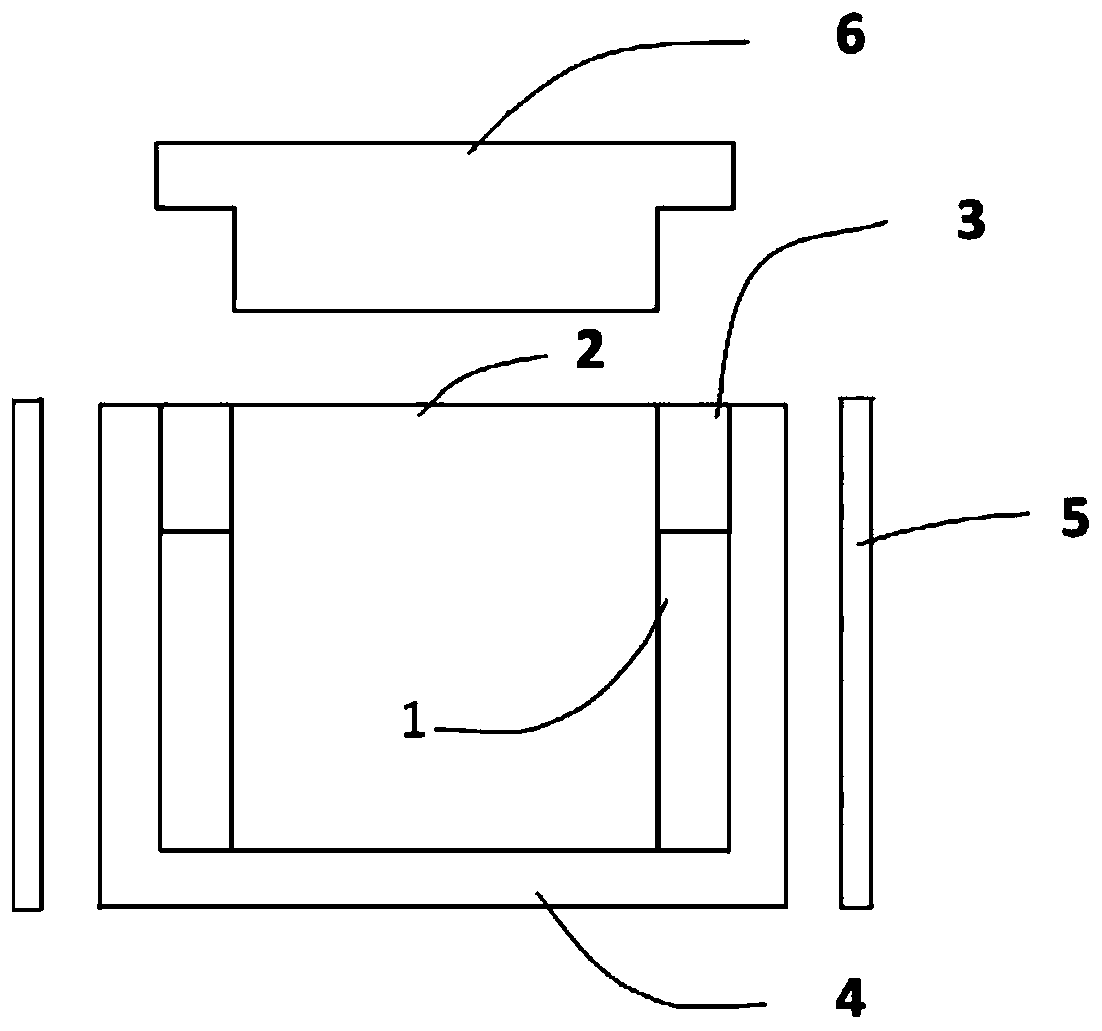
[0051] The difference between this embodiment and embodiment 1 is that the design density of the target product carbon / carbon pot upper in step 1 is not less than 1.45g / cm 3 , The interlayer bonding strength is not less than 15MPa, the hoop tensile strength index is not less than 120MPa, the core mold material is electrode graphite, the outer diameter of the core mold is 597mm; the spiral winding angle in step two is 85°, and the hoop winding angle is 87°, the inner diameter of the winding part is 597mm, the outer diameter is 660mm, and the thickness is 31.5mm; in step 4, the inner diameter of the hot pressing mold is 670mm, and the gap between the winding part is 5mm, and the internal pressure heat treatment process is: (1) Under the pressure of 4MPa~8MPa, heat up to 150℃ at the rate of 20℃ / min~35℃ / min; (2) Then under the pressure of 4MPa~8MPa, heat up to the rate of 10℃ / min~35℃ / min 320°C and heat p...
Embodiment 3
[0054] The preparation method of this embodiment includes the following steps:
[0055] The difference between this embodiment and embodiment 1 is that the design density of the target product carbon / carbon pot upper in step 1 is not less than 1.55g / cm 3 , The interlayer bonding strength is not less than 22MPa, the hoop tensile strength index is not less than 170MPa, the core mold material is electrode graphite, the outer diameter of the core mold is 609mm; the spiral winding angle in step two is 55°, and the hoop winding angle is 89°, the inner diameter of the winding part is 609mm, the outer diameter is 690mm, and the thickness is 40.5mm; in step 4, the inner diameter of the hot pressing mold is 696mm, and the gap between the winding part is 3mm. The process of the internal pressure heat treatment is: (1) Under the pressure of 4MPa~8MPa, heat up to 150℃ at the rate of 20℃ / min~35℃ / min; (2) Then under the pressure of 4MPa~8MPa, heat up to the rate of 10℃ / min~35℃ / min 320℃ and heat...
PUM
| Property | Measurement | Unit |
|---|---|---|
| The inside diameter of | aaaaa | aaaaa |
| Outer diameter | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com