A method of laser-assisted explosive spraying
An explosive spraying and laser-assisted technology, applied in the field of functional coatings for engines, can solve the problems of prone to cracks and holes, poor thermal shock resistance and peeling of high-performance coating materials, and achieve good densification treatment.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
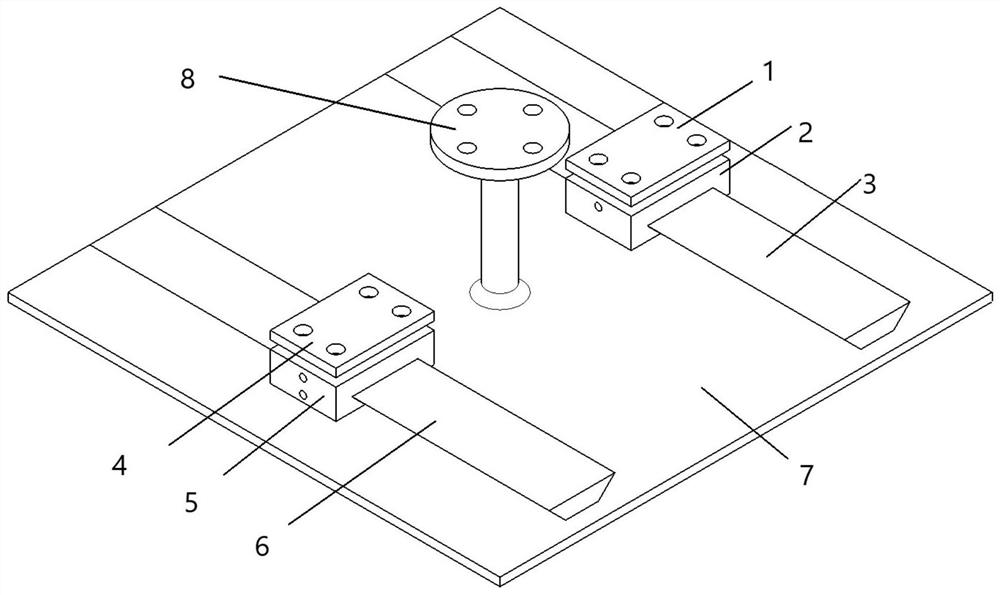
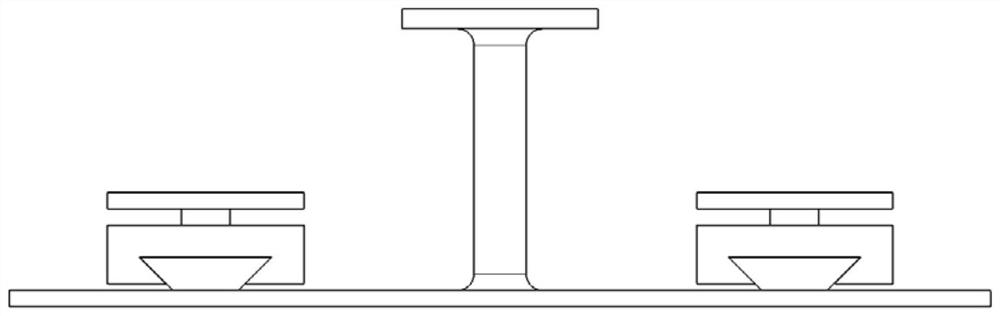
[0036] Fix the laser head of a 2KW semiconductor fiber laser with a wavelength of 808nm and a CCDS2000 explosion spray gun with a muzzle diameter of 16mm on the integrated clamping tool. Adjust the fixed axis of the laser head and the fixed axis of the explosive spray gun so that the axis of the laser beam and the axis of the explosive spray gun intersect at a distance of 100 mm from the mouth of the explosive spray gun. The angle between the axis of the laser beam and the axis of the explosive spray gun is 60°. Adjust the laser head to focus the laser The spot is approximately 16mm in diameter and is 100mm outside the blast muzzle. The integrated clamping tooling, together with the laser head and the explosive spray gun, are installed on the 6-axis manipulator. The manipulator walks the plane spraying program by point positioning. The distance between each point is 8mm, and the manipulator walks at a speed of 600mm / s. Every time it moves to a set point, Stay for 4.99S, set th...
Embodiment 2
[0038] Fix the laser head of the 6KW semiconductor fiber laser with a wavelength of 1060nm and the CCDS2000 explosion spray gun with a muzzle diameter of 20mm on the integrated clamping tool. Adjust the fixed axis of the laser head and the fixed axis of the explosive spray gun so that the axis of the laser beam and the axis of the explosive spray gun intersect at a distance of 150 mm from the mouth of the explosive spray gun. The angle between the axis of the laser beam and the axis of the explosive spray gun is 45°. Adjust the laser head to focus the laser The spot is approximately 20mm in diameter and is 150mm outside the blast muzzle. The integrated clamping tooling, together with the laser head and the explosive spray gun, are installed on the 6-axis manipulator. The manipulator walking plane spraying program is set by point positioning. The distance between each point is 10mm, and the manipulator walking speed is 600mm / s. Every time it moves to a set point, Stay for 3.99S...
Embodiment 3
[0040] Fix the laser head of the 6KW semiconductor fiber laser with a wavelength of 1060nm and the CCDS2000 explosion spray gun with a muzzle diameter of 26mm on the integrated clamping tool. Adjust the fixed axis of the laser head and the fixed axis of the explosion spray gun so that the axis of the laser beam and the axis of the explosion spray gun intersect at a distance of 200mm from the mouth of the explosion spray gun. The angle between the axis of the laser beam and the axis of the explosion spray gun is 45°. Adjust the laser head to focus the laser The spot is approximately 26mm in diameter and is 200mm outside the blast muzzle. The comprehensive clamping tooling, together with the laser head and the explosive spray gun, are installed on the 6-axis manipulator. The manipulator walking plane spraying program is set by point positioning. The distance between each point is 13mm, and the manipulator walking speed is 600mm / s. Every time it moves to a set point, Stay for 3.9...
PUM
| Property | Measurement | Unit |
|---|---|---|
| wavelength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com