Low-temperature lead-free alloy flux and preparation method thereof
A lead-free alloy, low-temperature technology, applied in welding equipment, metal processing equipment, welding/cutting media/materials, etc., can solve the problem of high energy consumption, high-temperature oxidation slag rate and high volatile organic compounds, which cannot be applied to low-temperature lead-free welding process Requirements, high production costs, etc., to achieve the effect of protecting the production environment, bright and full solder joints, and saving energy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
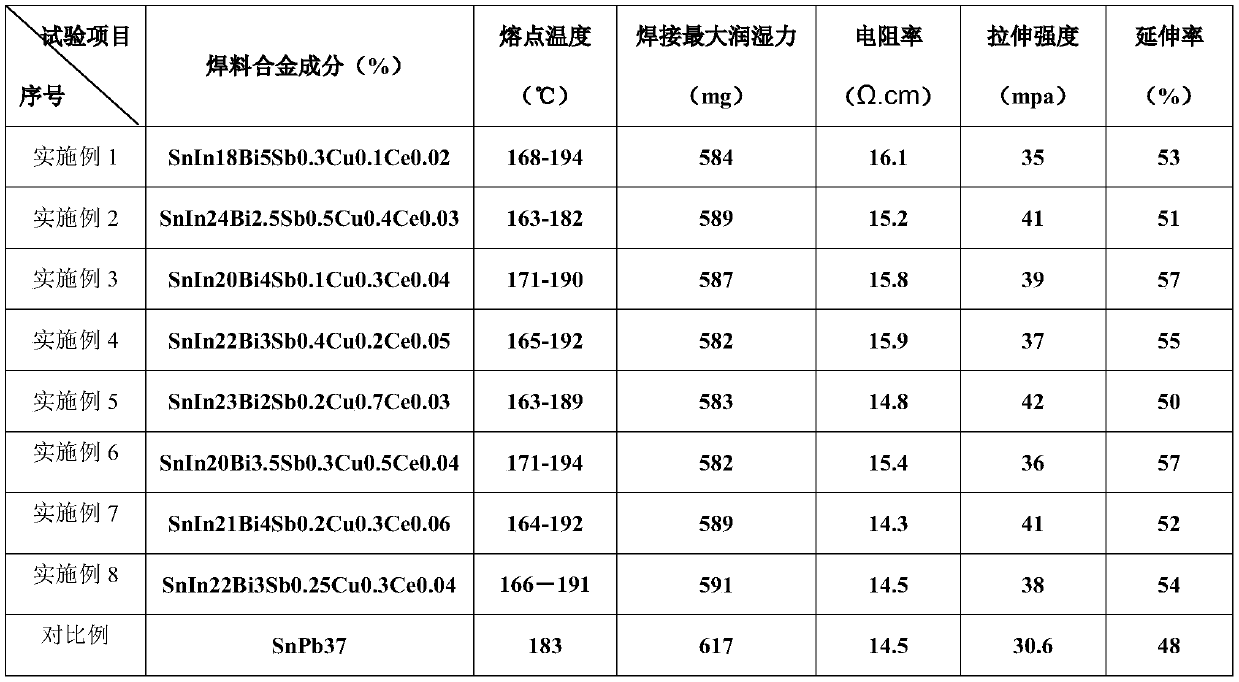
[0032] A low-temperature lead-free alloy solder, the raw material ratio is as follows: In 18kg; Bi 5kg; Sb 0.3kg; Cu 0.1kg; Ce0.02kg; Sn 76.58kg.
[0033] Preparation:
[0034] (1) Put 76.58kg of tin ingot into the stainless steel melting pot, heat up to melt the tin ingot and when the temperature rises to 480°C±2°C, then gently add 0.1kg of copper material into the tin liquid, keep the copper material at 480°C It is continuously melted by the tin liquid, and after 30 minutes, slowly stir the tin liquid until the copper material is completely melted evenly, which is a liquid SnCu alloy.
[0035] (2) Gently put 0.3 kg of antimony material into the SnCu alloy liquid prepared in step (1). The temperature of the alloy liquid is still kept at 480°C±2°C. After 30 minutes, slowly stir the alloy liquid until all the antimony material is melted evenly. It is a liquid SnSbCu alloy.
[0036] (3) When the SnSbCu liquid alloy prepared in step (2) is cooled to 420°C±2°C, then gently put 5...
Embodiment 2
[0042] A low-temperature lead-free alloy solder, the raw material ratio is as follows: In 24kg; Bi 2.5kg; Sb 0.5kg; Cu 0.4kg; Ce 0.03kg; Sn 72.57kg.
[0043] Preparation:
[0044] (1) Put 72.57kg of tin ingot into the stainless steel melting pot, heat up to melt the tin ingot and when the temperature rises to 500°C±2°C, then gently add 0.4kg of copper material into the tin liquid, keep the copper material at 500°C It is continuously melted by the tin liquid, and after 30 minutes, slowly stir the tin liquid until the copper material is completely melted evenly, which is a liquid SnCu alloy.
[0045] (2) Gently put 0.5 kg of antimony material into the SnCu alloy liquid prepared in step (1), the temperature of the alloy liquid is still maintained at 500°C±2°C, and after 30 minutes, slowly stir the alloy liquid until all the antimony material is melted evenly, this is Liquid SnSbCu alloy.
[0046] (3) When the SnSbCu liquid alloy prepared in step (2) is cooled to 450°C±2°C, then...
Embodiment 3
[0052] A low-temperature lead-free alloy solder, the raw material ratio is as follows: In 20kg; Bi 4kg; Sb 0.1kg; Cu 0.31kg; Ce 0.04kg; Sn 75.56kg.
[0053] Preparation method: same as Example 1, wherein the temperature of step (1) and step (2) is 480±2°C, the temperature of step (3) and (4) is 400±2°C, and the temperature of step (7) is 280°C ±2°C.
PUM
| Property | Measurement | Unit |
|---|---|---|
| melting point | aaaaa | aaaaa |
| melting point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com