


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Steel safety shell welding technology without post weld heat treatment
A technology for steel containment and post-weld heat treatment, which is used in manufacturing tools, welding equipment, welding accessories, etc., can solve problems such as difficult to control heat treatment temperature, inability to solve on-site electric power, and inability to follow post-weld heat treatment, so as to reduce construction hidden dangers , the mechanical properties are satisfied, the effect of reducing the difficulty of construction
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0025] In order to make the above objects, features and advantages of the present invention more comprehensible, the present invention will be further described in detail below in conjunction with the accompanying drawings and specific embodiments.
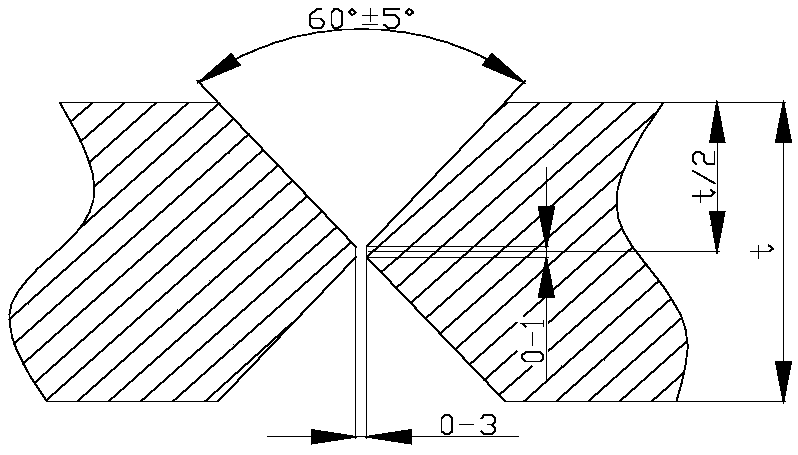
[0026] In view of the large volume of the steel containment in the on-site installation of the nuclear power plant, and certain difficulties and potential safety hazards in the on-site post-weld heat treatment, the present invention provides a reasonable welding process for exempting the post-weld heat treatment of the 60mm thick SA 738Gr. It meets the requirements of the production process that requires post-weld heat treatment for the nominal wall thickness of nuclear power plant steel containment vessels greater than 44mm and less than or equal to 60mm.
[0027] Such as figure 1 As shown, the role of post-weld heat treatment has two aspects: 1) to improve the mechanical properties of welded joints; 2) to reduce the residual str...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com