Differential-speed extrusion forming method of magnesium alloy high performance cup-shaped piece
A technology of extrusion forming and magnesium alloy, which is applied in the direction of metal extrusion dies, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
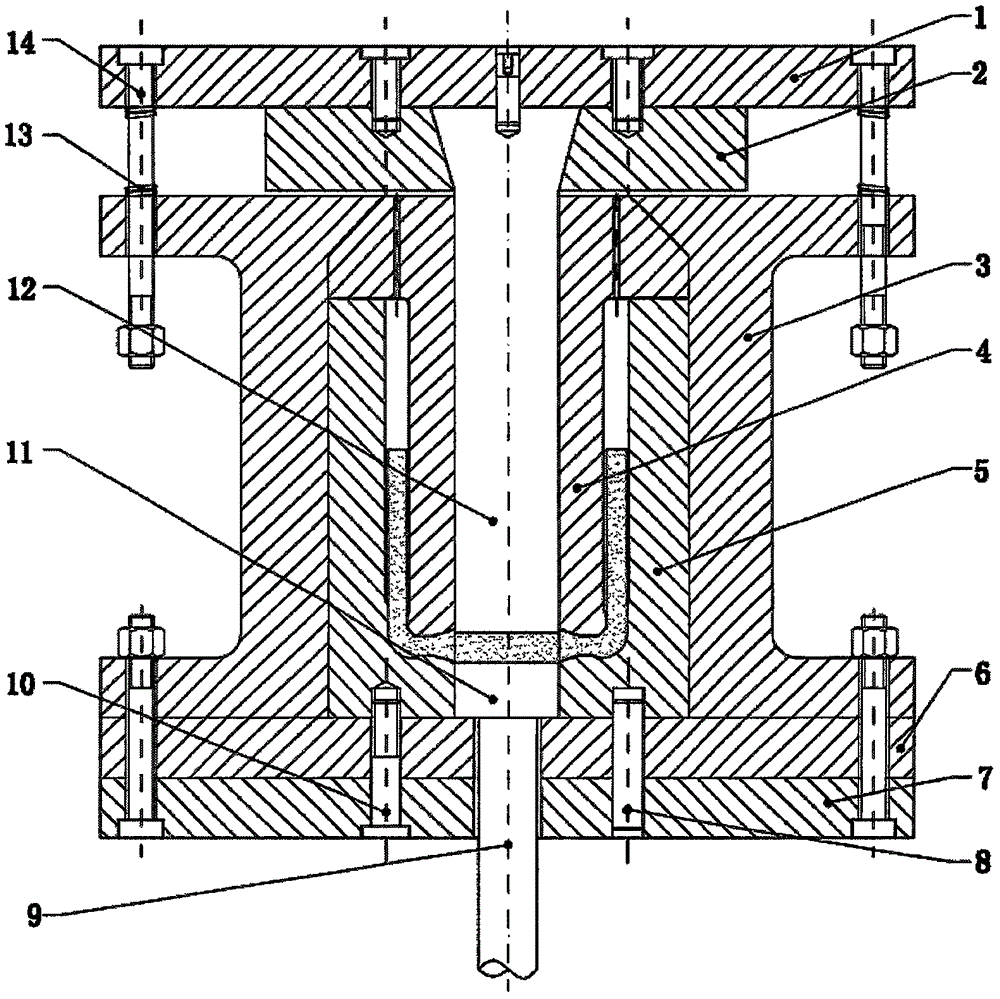
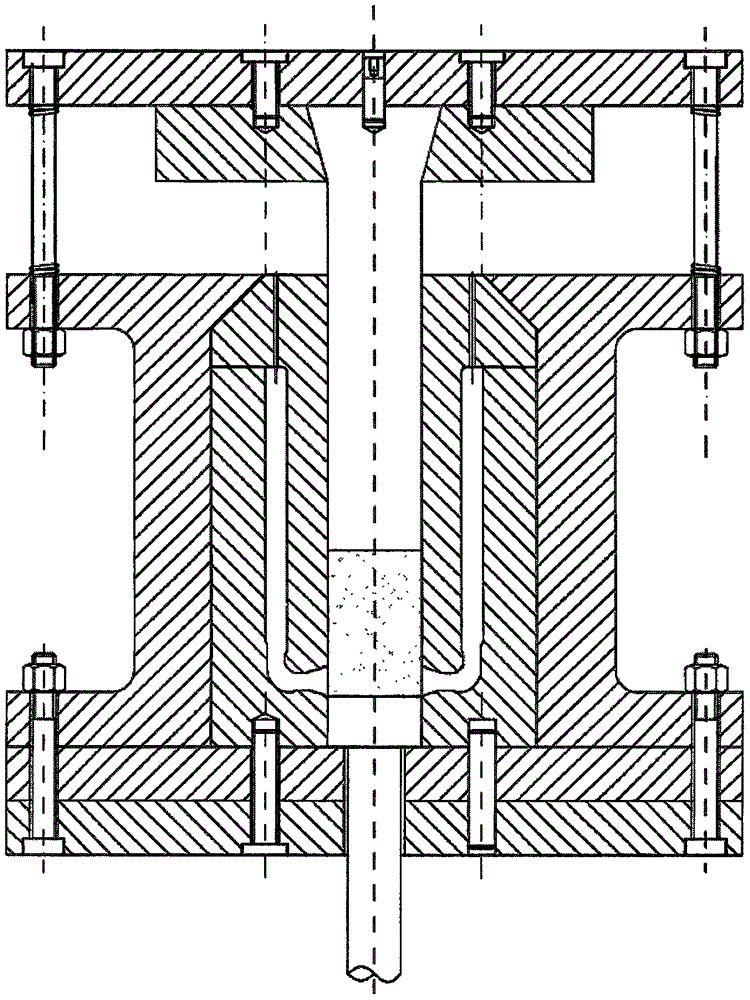
[0052] Take the preparation of an AZ31 magnesium alloy cup with an outer diameter of 200 mm and an inner diameter of 170 mm as a specific example.
[0053] The blank size used is H=360mm, diameter D 1 =80mm, "T" shape upper die 4 cavity diameter D 2 = 90mm, D 1 2 . The whole mold is preheated to 400°C for 2 hours, and the magnesium alloy billet is heated to the forming temperature of 350°C and held for 2 to 4 hours. The extrusion speed of the punch is 1 mm / s.
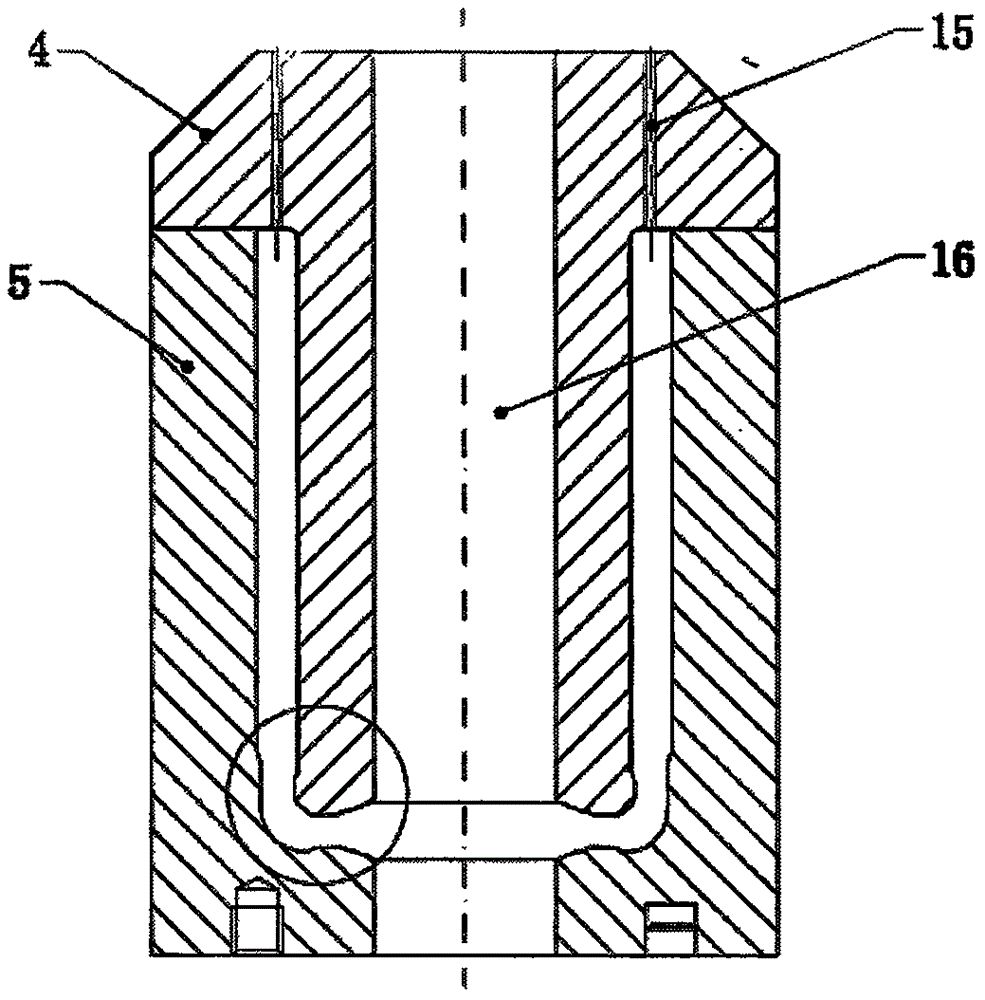
[0054] Such as Figure 3-1 As shown, 4 to 8 vertical holes are provided on the upper end of the "T" shaped upper die 4 along the axial equidiameter as the small holes for feeding lubricant.
[0055] Such as Figure 3-2 As shown, the length L2 of the sizing belt of the "T"-shaped upper die 4 is 8.8mm, and the length L1 of the sizing belt of the "U"-shaped lower die 5 is 24mm; Considering the pressure angle, the connection surface between the sizing belt at the lower end of the "T"-shaped upper die 4 and the horizo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com