Automatic Control Method of Second Surfacing Welding after Large Roller Shaft Wears
A roll shaft and welding point technology, applied in the field of automatic control system for surfacing worn roll shafts, can solve the problems of uneven hardness of rolls, failure to achieve original performance, poor handling, etc., and achieve appropriate control of welding current and welding voltage. , The chemical composition and performance are uniform, and the welding speed is selected properly.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0040] All the features disclosed in this specification, or all disclosed methods or steps in the process, except for mutually exclusive features and / or steps, can be combined in any manner.
[0041] Any feature disclosed in this specification (including any additional claims and abstract), unless specifically stated, can be replaced by other equivalent or alternative features with similar purposes. That is, unless otherwise stated, each feature is just one example of a series of equivalent or similar features.
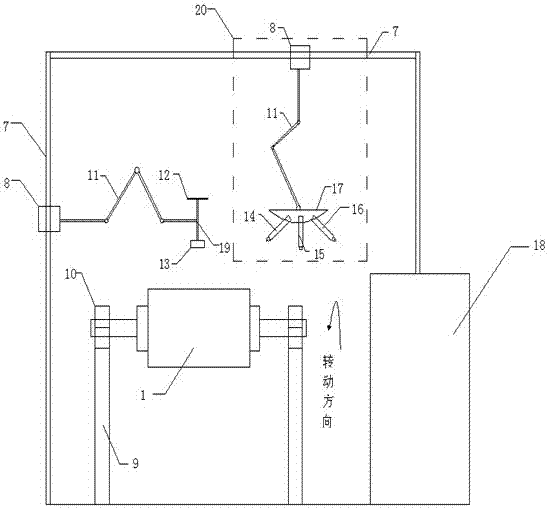
[0042] Such as figure 1 As shown, an automatic control method of an automatic control system for surfacing worn roll shafts includes:
[0043] Step 1: Input the start point and end point of the first welding point on the roller shaft respectively in the input module, and convert them into the first start point digital signal 0011 and the first end point digital signal 0012 and transmit them to the PLC; input the second welding point The start and end points on the roller ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com