Efficient constant-pressure-difference intermittent rotation extrusion abrasive flow polishing method
An abrasive flow, extrusion grinding technology, applied in grinding/polishing equipment, surface polishing machine tools, grinding machines, etc., can solve the problems of less material removal, more material removal, loose abrasive particles, etc., to achieve high processing efficiency, improve The uniformity of grinding and polishing and the uniformity of the machined surface
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
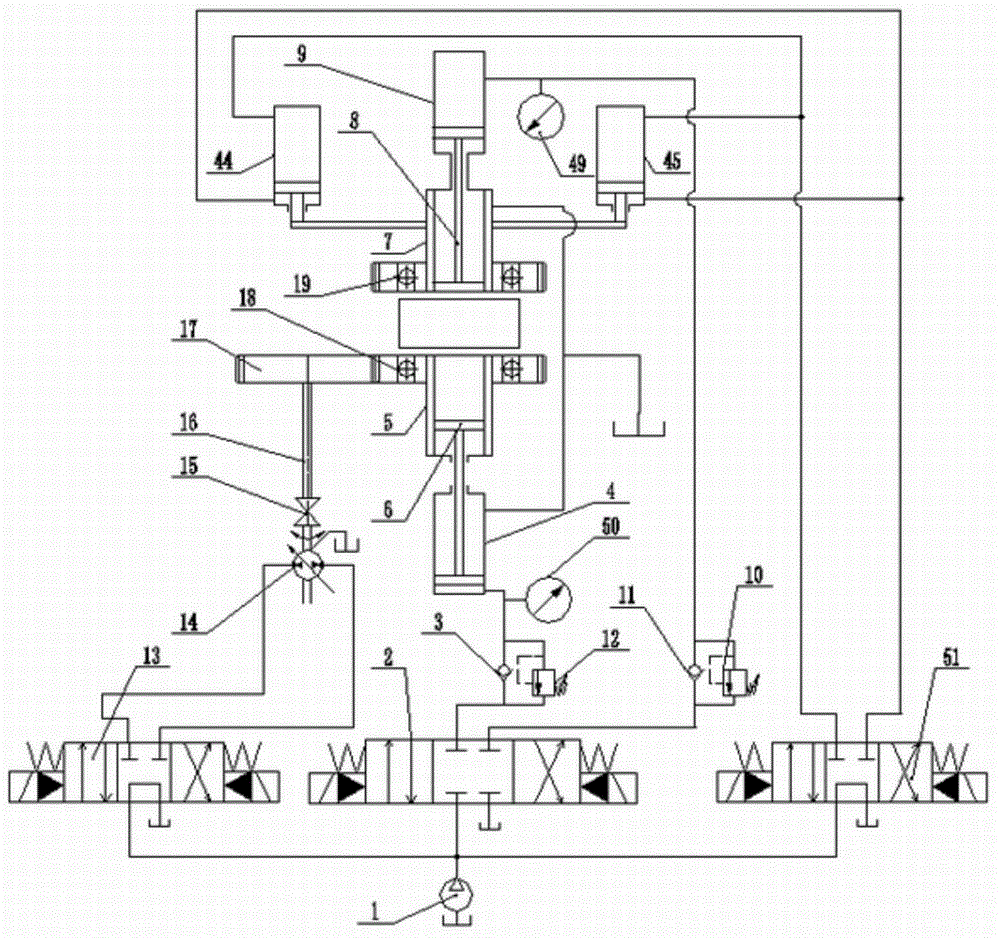
[0037] The abrasive flow polishing method mentioned above uses a high-efficiency constant pressure difference intermittent rotary extrusion abrasive flow polishing device. The abrasive flow polishing device includes a hydraulic transmission two-way feeding system, a turntable bearing rotation system, a high-pressure sealing system and a sliding guide rail system.
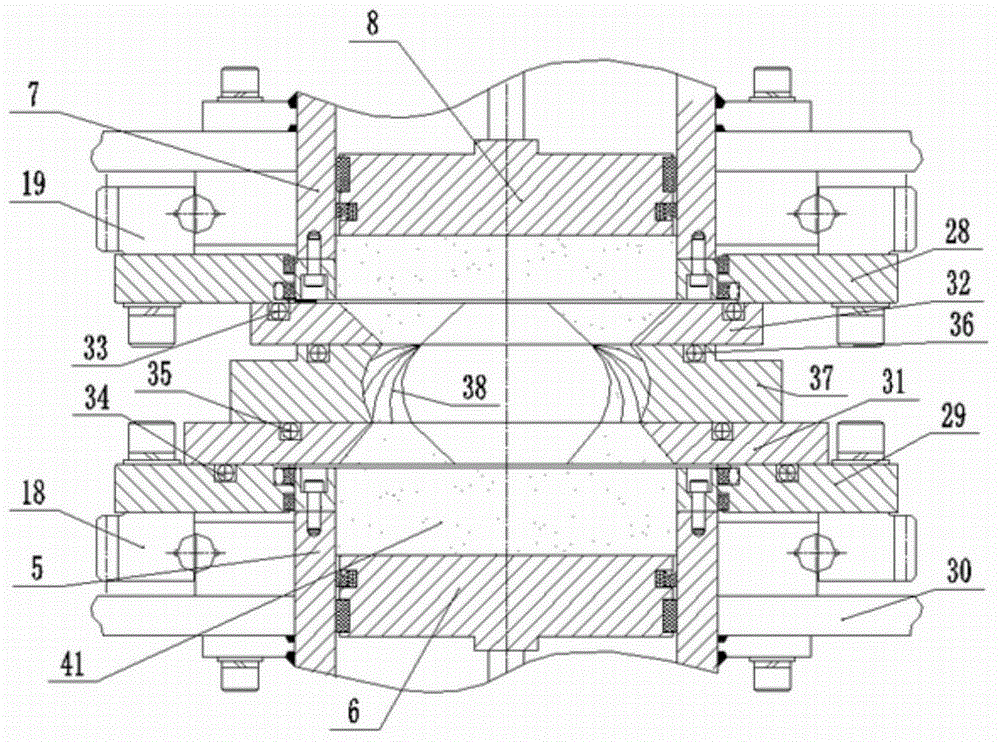
[0038] The hydraulic transmission two-way feeding system uses the hydraulic pump 1 to pump high-pressure oil through the first three-position four-way reversing valve 2 and the first one-way valve 3 into the lower extrusion cylinder 4, and passes through the lower extrusion cylinder 4 and the lower cylinder The first interlocking push piston 6 in 5 pushes the abrasive through the sealed cavity formed by the processed workpiece 38 and the chuck body, and squeezes to the second interlock push piston 8 located in the upper extrusion cylinder 9 and the upper cylinder 7. Extrusion, grinding and polishing device drives the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com