


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Tension end machining method for car parking and braking cables
A brake cable and processing method technology, which is applied in the field of processing the tension end of the automobile parking brake zipper, can solve the problems of reducing the average density of the zinc die-casting head, breaking, and cracking of the tension end of the cable, and achieve the distribution of metal materials Uniform and dense, the effect of improving pull-off force
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] The present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments.
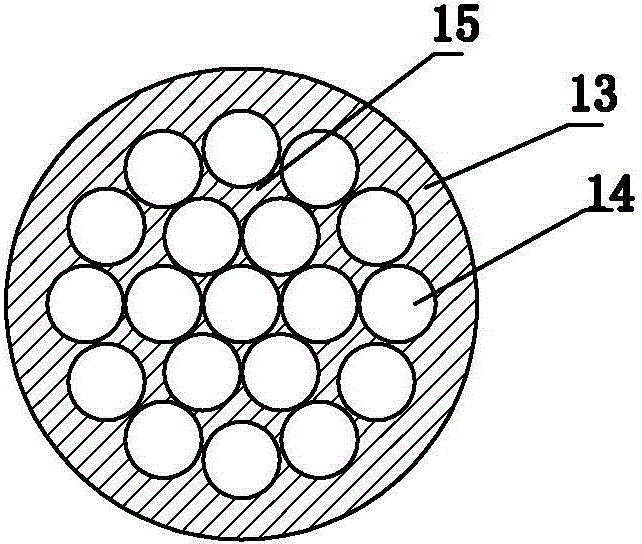
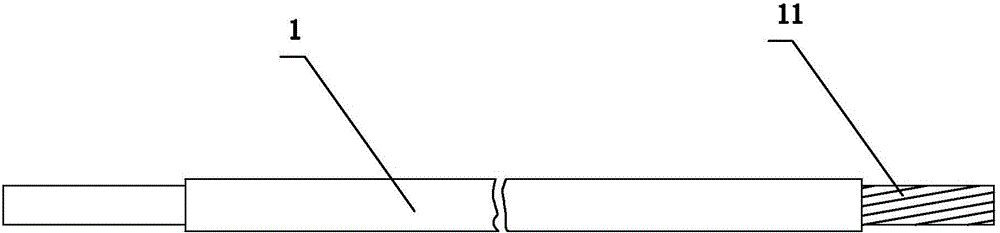
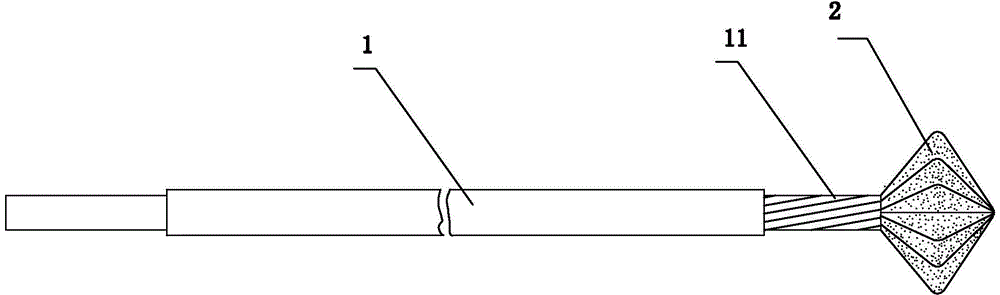
[0020] The structure of the stay cable 1 includes an outer skin 13 and numerous steel wire ropes 14 inside the outer skin 13 , and the gaps between the steel wire ropes 14 are filled with plastic 15 . A method for processing the tension end of an automobile parking brake cable, the specific steps are as follows: 1) peeling one end 11 of the cable 1; 2) performing a patterning process on the front end 11 of the cable after peeling; 11 Form a wire rope expansion structure 2; 3) Use high-pressure hot air 3 to blow away the plastic filler 3 in the wire rope expansion structure 2; 4) Die-cast the steel wire expansion structure 2 to form a die-casting head 4 as the tension end of the cable . 3) The temperature of the high-pressure hot gas in the step is 200°C or 300°C or 400°C, the pressure of the high-pressure hot gas is 0.1MPa or 0.5Mpa or 10Mpa,...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com