Laser-TOPTIG hybrid welding method
A hybrid welding and laser technology, which is applied in the field of laser-TOPTIG composite welding, can solve the problems that limit the popularization and application of laser-TIG composite wire filling welding methods, limit the flexibility and accessibility of robots, and cannot strictly guarantee the accuracy of wire feeding, etc. problem, to achieve the effect of improving flexibility and accessibility, improving positioning accuracy and stability, and growing stable
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
[0032] Specific embodiment one: the method for a kind of laser-TOPTIG composite welding of the present embodiment, concrete operation is as follows:
[0033] Step 1: Before welding, grind or clean the surface of the workpiece to be welded, and fix the polished or cleaned workpiece to be welded on the welding fixture;
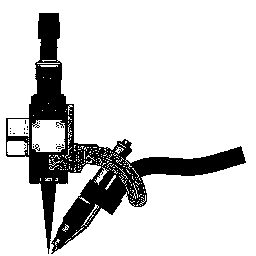
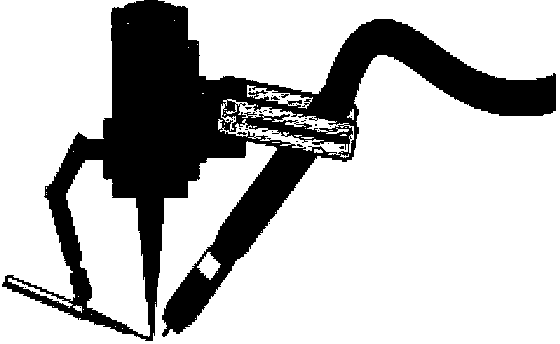
[0034] Step 2: Apply the laser and TOPTIG welding together on the area to be welded, and set the geometric parameters: the diameter of the spot is 0.1~0.5mm, and the defocus is -3~﹢3mm;
[0035] Step 3: Set the welding parameters of laser-TOPTIG hybrid welding: the arc current is 50-400A, the angle between the welding torch and the vertical direction is 25°-55°, the welding speed is 50-500mm / min, and the wire feeding speed is 50-600mm / min, the angle between the welding wire and the extension line of the tungsten electrode is 15°~30°, and the shielding gas is an inert gas;
[0036] Step 4: Start the control switch, first pass in the shielding gas, and then igni...
specific Embodiment approach 2
[0047] Embodiment 2: This embodiment differs from Embodiment 1 in that: the droplet transfer forms of the welding wire melting in TOPTIG welding are divided into continuous contact transfer and droplet transfer. Others are the same as in the first embodiment.
specific Embodiment approach 3
[0048] Embodiment 3: This embodiment differs from Embodiment 1 or Embodiment 2 in that: the wire feeding speed of the welding wire in the continuous contact transition is greater than that in the drop transition. Others are the same as in the first or second embodiment.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com