Method for welding medium-carbon quenched and tempered alloy steel and ordinary low-carbon steel
A technology of alloy steel and low-carbon steel, which is applied in the field of welding medium-carbon quenched and tempered alloy steel and ordinary low-carbon steel, can solve the problems of easy welding cracks, large restraint stress of welded joints, embrittlement of welded joints, etc. Effect of Crack Chance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0032] In order to make the object, technical solution and advantages of the present invention clearer, the implementation manner of the present invention will be further described in detail below in conjunction with the accompanying drawings.
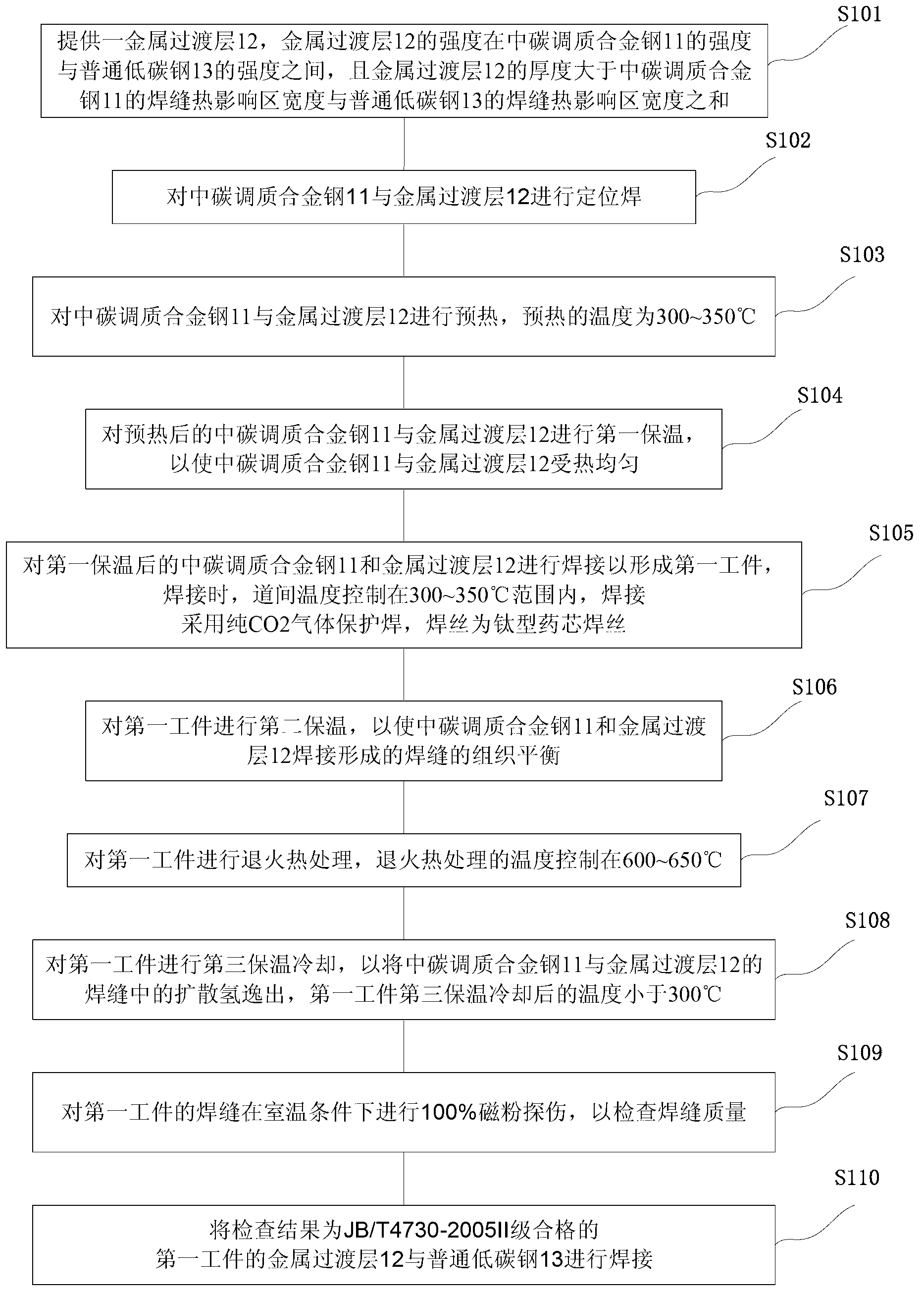
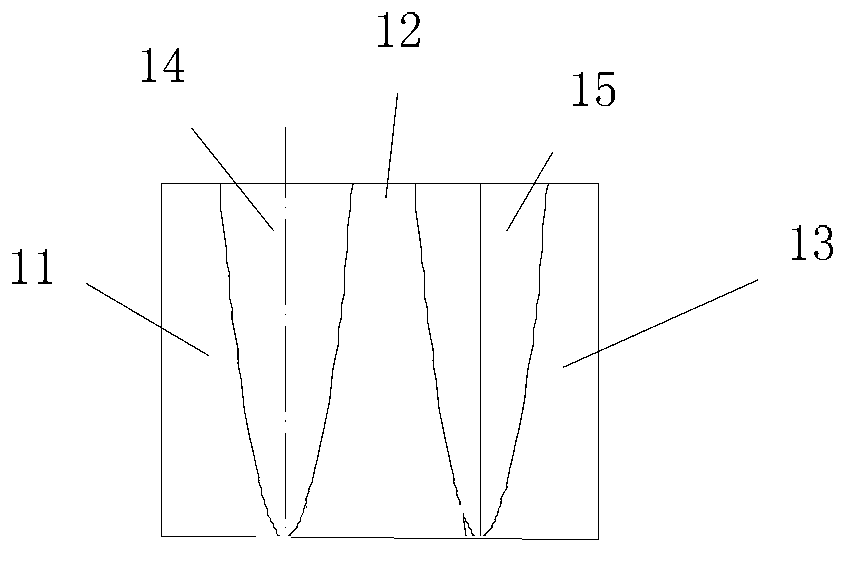
[0033] refer to figure 1 and Figure 2a , the method for welding medium-carbon quenched and tempered alloy steel and ordinary low-carbon steel in the embodiment of the present invention comprises steps:
[0034] Step S101, providing a metal transition layer 12, the strength of the metal transition layer 12 is between the strength of the medium carbon quenched and tempered alloy steel 11 and the strength of ordinary low carbon steel 13, and the thickness of the metal transition layer 12 is greater than that of the medium carbon quenched and tempered alloy The sum of the weld heat-affected zone width of steel 11 and the weld heat-affected zone width of ordinary low-carbon steel 13;
[0035] Step S102, performing tack welding on the med...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com