Production method of ultrathin outer wall full-body brick
A production method and the technology of whole body bricks, which are applied in the field of architectural ceramics manufacturing, can solve the problems of low rate of excellent products, low rate of excellent products, and failure to find, etc., and achieve the effect of high rate of excellent products
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0017] The following steps are used to produce ultra-thin exterior wall bricks:
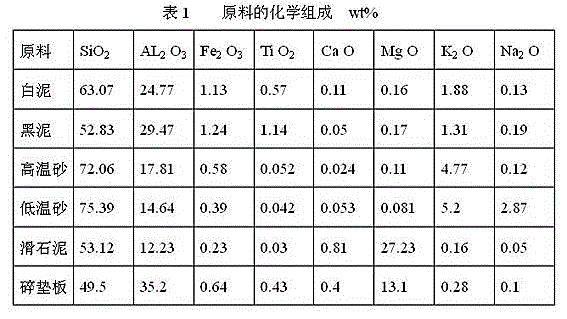
[0018] The following raw materials are used to prepare 50 tons of ultra-thin exterior wall whole-body brick blanks: 10 tons of white mud, 4 tons of black mud, 3 tons of high-temperature sand, 20 tons of low-temperature sand, 4 tons of talc mud, and 9 tons of broken backing board; the active ingredients of the above raw materials The weight percentage should meet the requirements of Table 1:
[0019]
[0020] The production method comprises the following steps: adding 10 tons of white mud, 4 tons of black mud, 3 tons of high-temperature sand, 20 tons of low-temperature sand, 4 tons of talc mud, 9 tons of crushed pads and 20 tons of water into a ball mill for ball milling, grinding After the slurry is sieved, use a spray drying tower to spray it into powder and stale for later use. Use a large-tonnage press to dry press the powder into a green body with a thickness of 4.1-4.2 mm; put the green ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| water absorption | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com