Postweld heat treatment method of welded joint of pipelines with different specifications
A post-weld heat treatment and welded joint technology, applied in heat treatment furnaces, heat treatment equipment, furnaces, etc., can solve problems such as adverse effects on the performance and life of joints, inability to obtain, and unreasonable temperature distribution.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
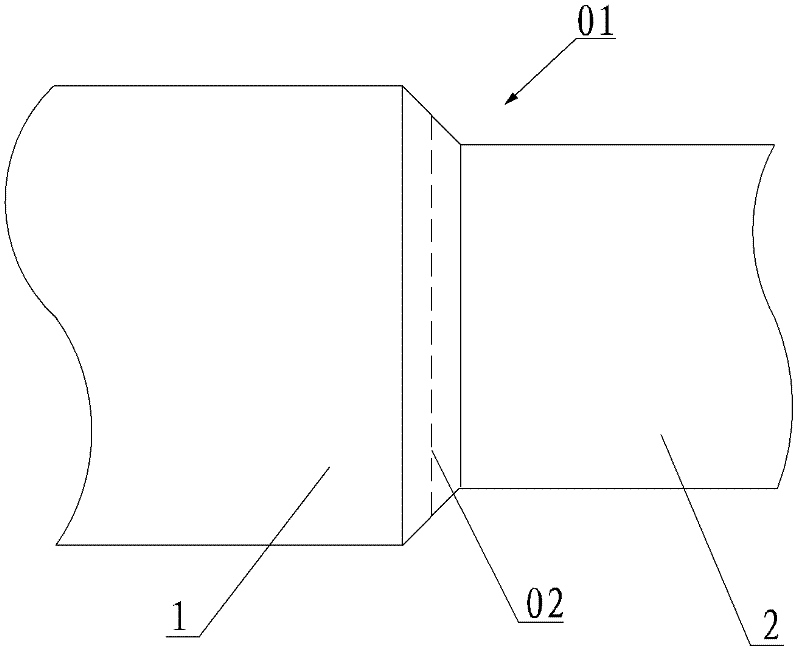
[0048] A pressure pipe has a welded joint composed of P22+P91 steel. The specification of P91 steel is OD556×41(mm), and the specification of P22 steel is OD527×26.5(mm). The welding process requires post-weld heat treatment for the welded joint. The heating width of the post-weld heat treatment is based on the center of the weld width, and each side is 3 times the wall thickness of the P91 steel pipe.
[0049] The post-weld heat treatment method, the specific implementation steps are as follows:
[0050] (1) According to the requirements of the post-weld heat treatment process, the minimum power required for heating is calculated to be 22kW. Considering the power reserve, select a heating element with a power of 30kW, and specifically select a flexible heating rope with a length of 30m, a diameter of 10mm, and a power of 30kW as the heating element;
[0051] (2) Arrangement of thermocouples: select one thermocouple on the welding seam as the temperature control thermocouple...
Embodiment 2
[0057] There is a welded joint made of 12Cr1MoVG+20G steel on a certain pressure pipeline. The specification of 12Cr1MoVG steel is OD506×16(mm), and the specification of 20G steel is OD527×26.5(mm). The welding process requires post-weld heat treatment for the welded joint, and the heating width of the post-weld heat treatment is 100 mm on each side starting from the center of the weld width. The specific implementation steps of the post-weld heat treatment method are as follows:
[0058] (1) Arrangement of thermocouples: 2 thermocouples are arranged in the center of the weld, which are used as temperature control thermocouples for 2 heating plates.
[0059] (2) According to the requirements of the post-weld heat treatment process, the minimum power required for heating is 13.5kW. Considering the power reserve, select 20kW heating elements, specifically, select two block heating elements with an average power of 10kW, an average width of 100mm, and a length of 1600mm and 170...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com