


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Steel belt for bimetal saw back and production technique thereof
A production process and bi-metal technology, applied in the field of saw back steel belt and its production process, can solve the problem of no improvement in materials and production processes, poor performance of the saw back material of bi-metal saws, and high-performance bi-metal saws. The problem of high production cost, to achieve the effect of strong production process operability, conducive to market promotion and application, and important strategic significance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
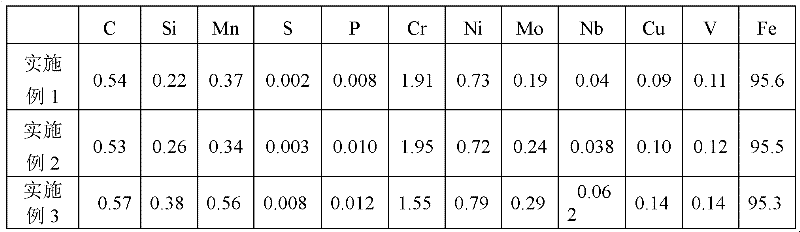
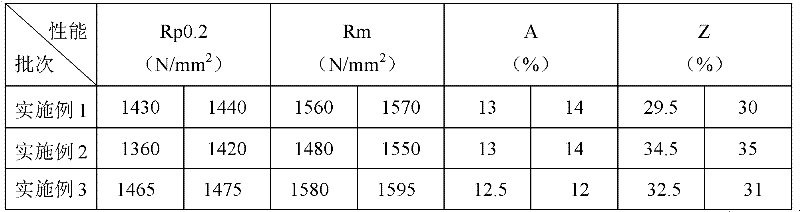
Embodiment 1
[0079] The basic flow of the production process: EAF primary refining→LF refining→VD refining→continuous casting→rolling.
[0080] The following percentages are all in mass percent:
[0081] (1) EAF primary refinement:
[0082] The raw material adopts 40% molten iron and 60% scrap steel, and the raw material is 100 tons in total. The mass percentage content of As in the molten iron is 0.0080%. Add high-chromium iron (FeCr65C9.5, including 9.5% carbon, 65% chromium, Less than 5% other impurities and the balance is iron) 10Kg / ton raw material and medium ferrochromium (FeCr65C3.0, including 3.0% carbon, 65% chromium, less than 5% other impurities and the balance is iron) 18Kg / 1 ton of raw material, pure nickel plate 7.4Kg / ton of raw material, add quicklime, the amount of quicklime added is 55Kg / ton of raw material, initial smelting in the EAF primary smelting furnace at 1550 ° C ~ 1680 ° C for 50 minutes, put steel after the initial smelting, put steel The temperature is 1660°...
Embodiment 2
[0092] The basic flow of the production process: EAF primary refining→LF refining→VD refining→continuous casting→rolling.
[0093] The following percentages are all in mass percent:
[0094] (1) EAF primary refinement:
[0095] In terms of mass percentage, the raw material adopts 40% molten iron and 60% steel scrap, and the raw material is 100 tons in total. The mass percentage content of As in the molten iron is 0.0100%. Add high-chromium iron (FeCr65C9.5, including 9.5% carbon, 65% chromium, less than 5% other impurities and the balance is iron) 12Kg / ton raw material and medium chromium iron (FeCr65C3.0, including 3.0% carbon, 65% chromium, less than 5% other impurities and the balance Iron) 17Kg / ton raw material; pure nickel plate 7.3Kg / ton raw material, add quicklime, the amount of quicklime added is 54Kg / ton raw material, initial smelting in EAF primary smelting furnace at 1550℃~1680℃ for 52min, put Steel, the temperature of putting steel is 1648 ℃, obtains the molten s...
Embodiment 3
[0105] Basic process of production process: EAF primary refining→LF refining→VD refining→continuous casting→rolling
[0106] The following percentages are all in mass percent:
[0107] (1) EAF primary refinement:
[0108] In terms of mass percentage, the raw material adopts 35% pig iron block and 65% steel scrap, the raw material is 100 tons in total, the mass percentage content of As in molten iron is 0.0090%, and high chromium iron (FeCr65C9.5, including 9.5% carbon , 65% chromium, less than 5% other impurities and the balance is iron) 14Kg / ton of raw materials and medium ferrochromium (FeCr65C3.0, including 3.0% carbon, 65% chromium, less than 5% other impurities and balance The amount is iron) 10Kg / ton of raw materials; pure nickel plate 7.8Kg / ton of raw materials, adding quicklime, the amount of quicklime added is 48Kg / ton of raw materials, in the EAF primary smelting furnace at 1550 ° C ~ 1680 ° C for 43 minutes, after the initial smelting Putting steel, the temperatur...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com