Integral high-gloss non-marking injection mold core and its heat treatment process
A high-gloss, non-marking, injection mold technology, applied in the field of injection molds, can solve the problems affecting the molding quality of plastic parts, the deformation of the cavity surface, and the complexity of mold core manufacturing, and achieve the effect of preventing medium leakage and sufficient and rapid heat exchange.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] The present invention will be further described below in conjunction with the accompanying drawings.
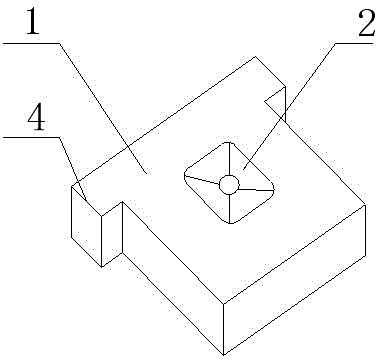
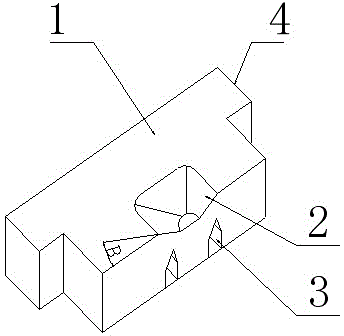
[0020] like figure 1 and figure 2 As shown, the upper surface of the mold core 1 of the present invention is provided with a square sunken groove 2, the inclination angle B between the groove 2 and the upper surface of the mold core 1 is 70-75°, and two grooves are arranged inside the mold core 1. The pentagonal accompanying water channel 3 is located at the bottom of the sunken groove 2. There are also protruding structural blocks 4 on both sides of the core 1 and the body of the core 1 is in a T-shaped structure. This is because when the electrodes are welded to the first point of each layer When the solenoid valve is suddenly activated, the accumulated high-pressure gas in the solenoid valve is rapidly ejected, forming a strong impact force. This impact force will cause the welding thickness of the first point to be thinner. When the number of layers increases, it...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com