


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
High-frequency drawing casting method for tin phosphorus bronze
A tin-phosphorus bronze and high-frequency technology is applied in the field of high-frequency casting of tin-phosphorus copper alloys, which can solve the problems of coarse and uneven ingot structure, low production efficiency, short casting time, etc. The effect of reducing production costs and reducing billet cracking
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
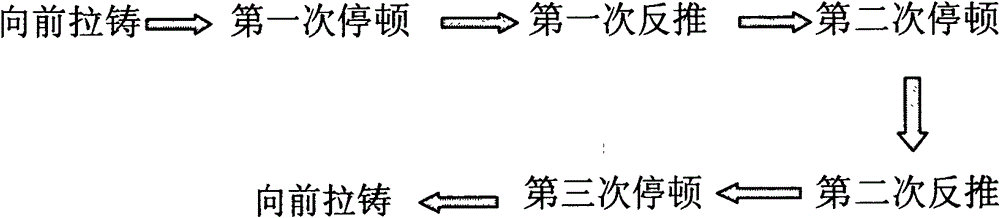
[0014] When drawing casting, first set the program on the control system of the haul-off machine according to the data in the table below, start drawing at a drawing speed of 90mm / min, and after drawing 100 times (period, the same below); Increase the speed to 120mm / min, draw casting 100 times; then increase the speed to 150mm / min, draw casting 100 times; finally increase the casting speed to 180mm / min, keep this casting speed for constant production, and cast during the casting process The temperature is maintained at 1950-1980°C, and the pressure of the cooling water is controlled between 0.55-0.65MPa. The metallographic diagram of the billet is as follows figure 2 shown.
[0015]
[0016]
Embodiment 2
[0018] When casting, first set the program on the control system of the haul-off machine according to the data in the table below, start pulling at a casting speed of 90mm / min, and increase the casting speed to 120mm / min after casting 90 times Draw casting 80 times, then increase the speed to 150mm / min, after drawing 80 times, increase the casting speed to 180mm / min, draw casting 80 times, finally increase the casting speed to 210mm / min, keep this The casting speed is stable, the casting temperature is kept at 1950-1980°C during the drawing casting process, and the pressure of the cooling water is controlled between 0.55-0.65MPa.
[0019]
Embodiment 3
[0021] When drawing casting, first set the program on the control system of the tractor according to the data in the table below, first start drawing casting at a casting speed of 90mm / min, after drawing 100 times, increase the casting speed to 120mm / min, After 80 times of casting, increase the speed to 150mm / min; 80 times. Finally, after raising the casting speed to 240mm / min, maintain the casting speed for stable production. During the casting process, the casting temperature is kept at 1950-1980°C, and the pressure of cooling water is controlled between 0.55-0.65MPa. The metallographic diagram of the billet is as follows image 3 shown.
[0022]
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com