Method for manufacturing three-dimensional flow enclosed-type impeller inter-impeller passage and special clamp thereof
A flow-closed, ternary-flow technology, which is applied in the processing field of ternary-flow closed impellers, can solve problems such as the complexity of the blade profile, the inability to realize the overall processing of the flow channel, and the accuracy to meet the requirements.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0042] The technical solutions of the present invention will be described in detail below in conjunction with the accompanying drawings.
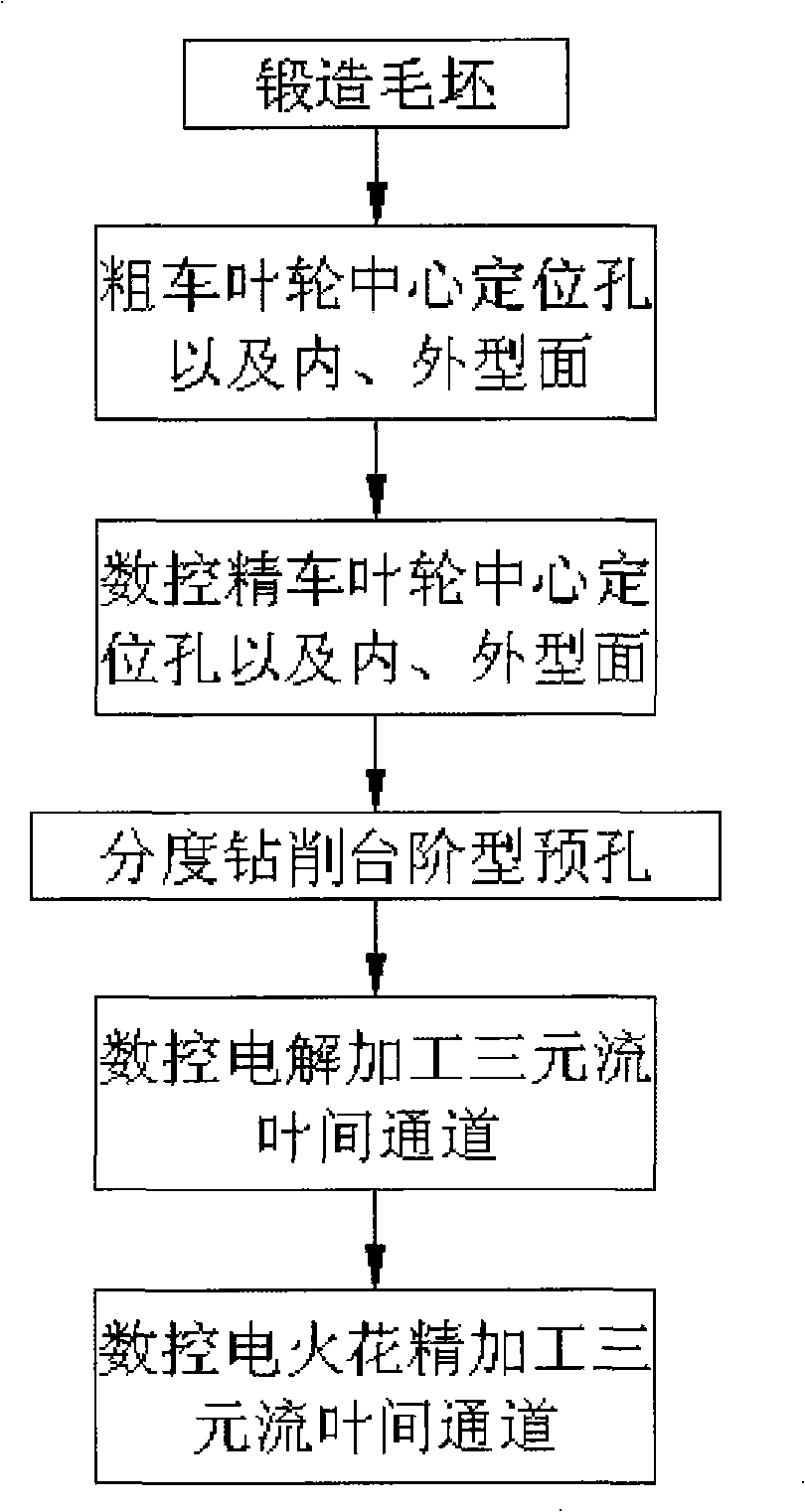
[0043] Such as figure 1 As shown, the method for processing the passage between the three-dimensional flow closed impeller blades of the present invention includes the following processing steps: (1) forging blank; (2) rough turning impeller center positioning hole and inner and outer profiles; (3) ) Machining the impeller center positioning hole, internal and external profiles, and upper and lower end surfaces by CNC lathe; (4) Positioning and indexing at the center of the impeller center hole, according to the angular position requirements of the three-dimensional flow channel to be processed by the impeller, indexing and drilling the diameter one by one step-by-step step-shaped pre-holes; (5) reprocessing the step-shaped pre-holes obtained in step (4) by using numerical control electrolytic machining, and using more than one tool cathod...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Average clearance | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com