Powder forged member, powder mixture for powder forging, method for producing powder forged member, and fracture split type connecting rod using the same
a technology of powder mixture and forged parts, which is applied in the direction of engine components, shafts and bearings, metal-working apparatuses, etc., can solve the problems of easy crack generation on forging, increase of process, and increase of product cost, so as to suppress the increase of hardness, increase content, and secure machinability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
example 1
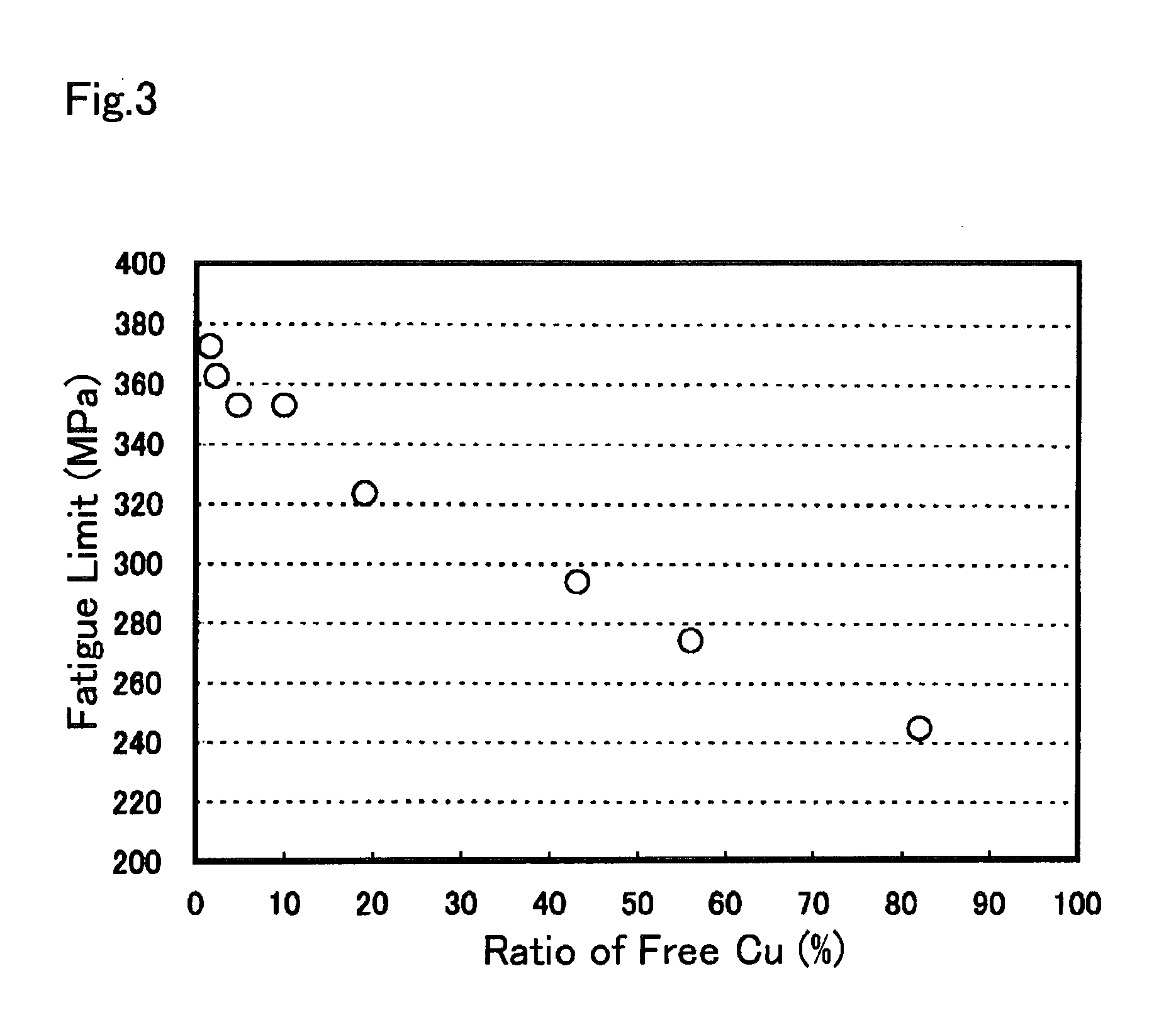
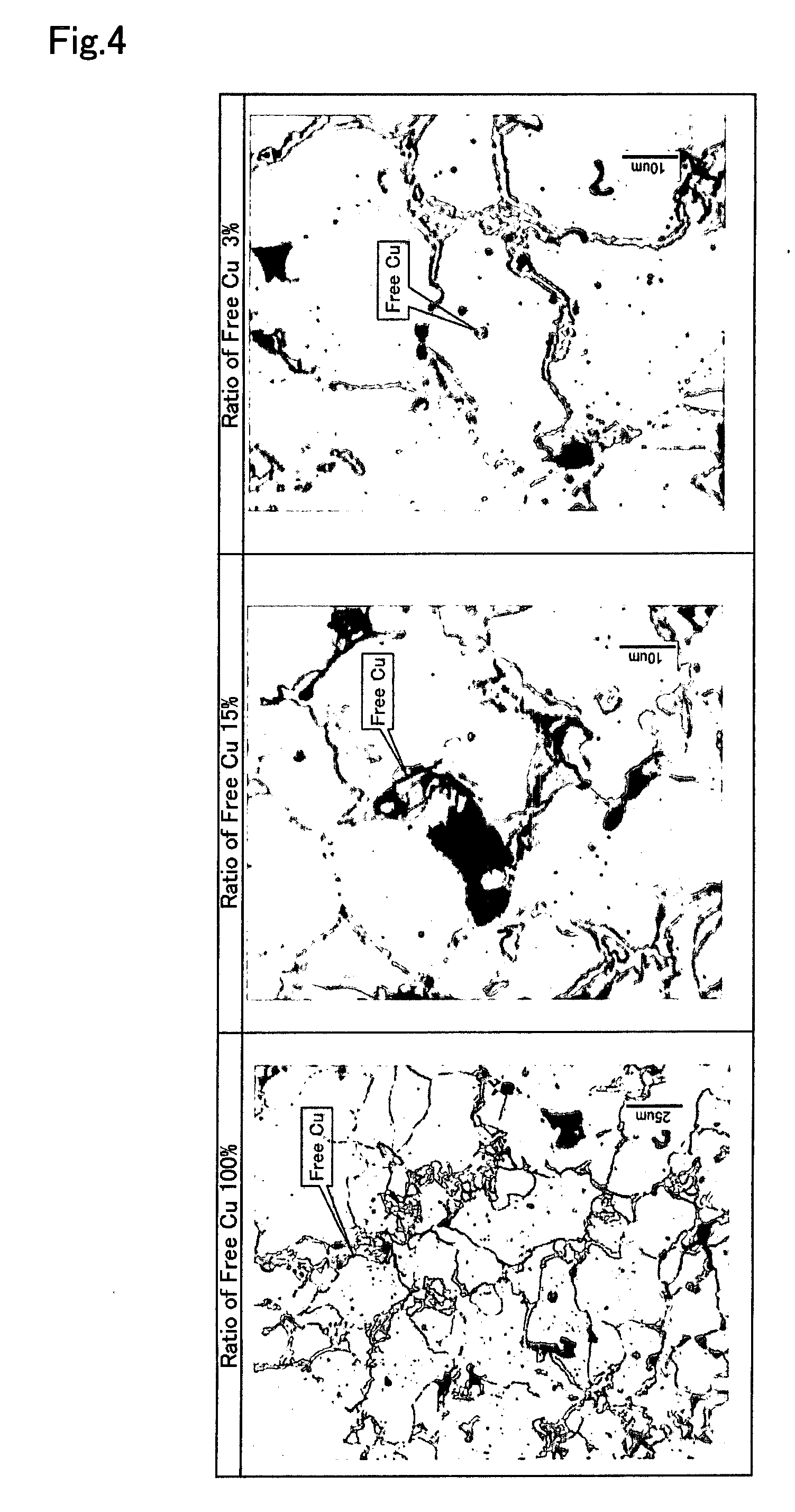
Influence of Ratio of Free Cu
[0045]A graphite powder and a copper powder were added into a pure iron-based powder having a component composition shown in Table 1 so that the contents of C and Cu after being sintered were respectively 0.3% and 4%. Zinc stearate of 0.75% as a lubricant was further added thereto, and they were mixed for 30 minutes to produce a powder mixture. The powder mixture was subjected to preliminary compacting with a compacting surface pressure of 6 ton / cm2 to produce a compacted preform.
TABLE 1ComponentsCMnPSSiONContent (mass %)0.0010.190.010.0090.010.120.004
[0046]This compacted preform was dewaxed at 600° C. for 10 minutes under N2 gas atmosphere, and was then sintered at various temperatures of 1110 to 1260° C. for 10 minutes to produce a plurality of sintered preforms. The ratio of free Cu of each of some sintered preforms was measured by using the method described in the above [Composition of Powder Forged Member] The remaining sintered preforms were immedi...
example 2
Influence of Contents of C and Cu
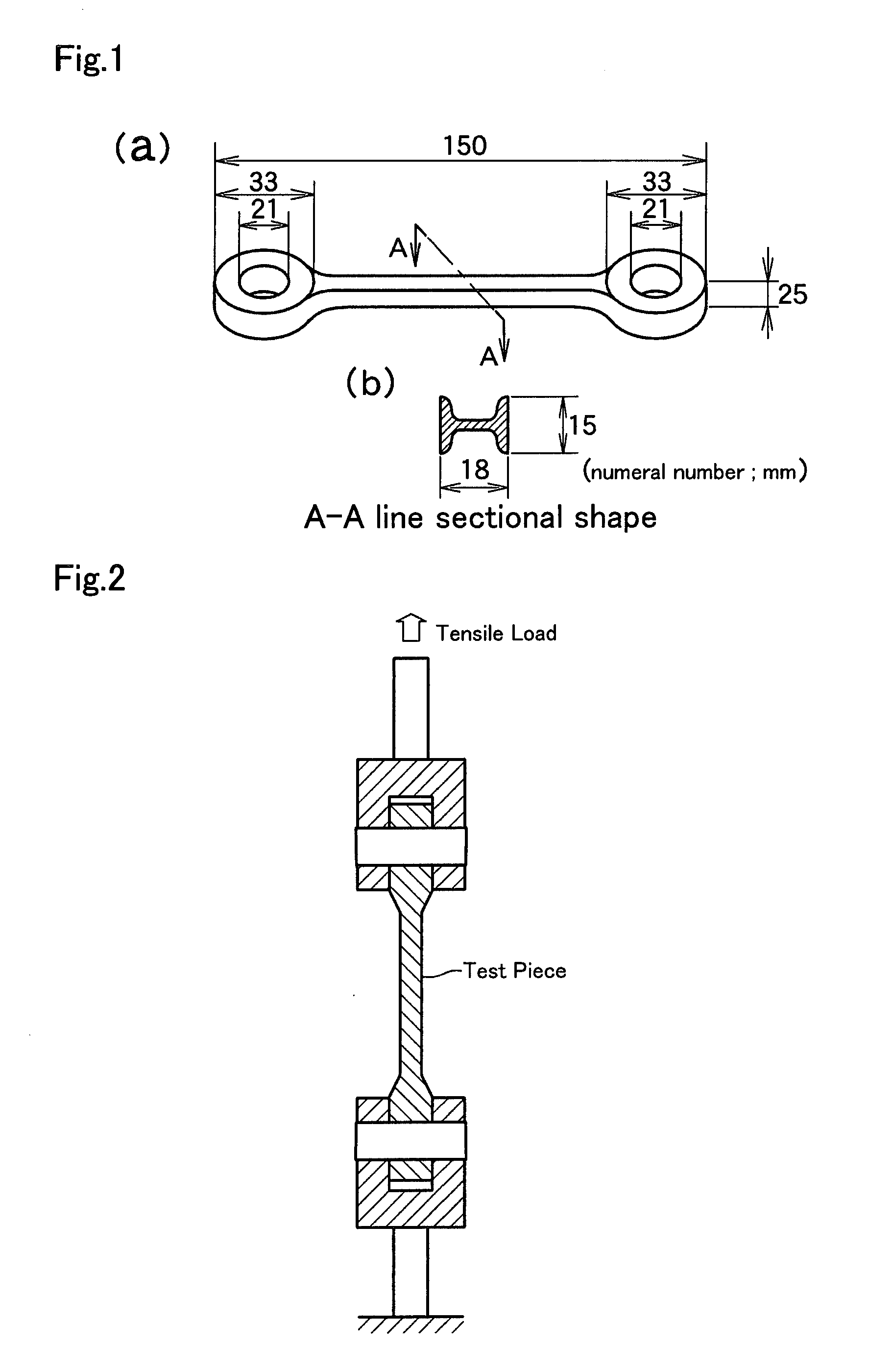
[0049]A graphite powder and a copper powder were added into a pure iron-based powder having the same component composition as that of Example 1 shown in Table 1 with the addition amounts of the graphite powder and copper powder variously changed so that the content of C and Cu after being forged were respectively 0.1 to 0.6% and 2 to 5% to produce a powder mixture. The powder mixture was subjected to preliminary compacting in the same condition as that of Example 1 described above to form a compacted preform. This compacted preform was dewaxed at 600° C. for 10 minutes under N2 gas atmosphere, and was then sintered at 1120° C. for 30 minutes under N2 gas atmosphere to produce sintered preforms. The sintered preforms were heated at 1050° C. for 30 minutes under N2 gas atmosphere, and was then forged with a forging pressure of 10 ton / cm2 to produce test pieces of powder forged members imitating the shape of the same connecting rod as that of Example 1 ...
example 3
Influence of Relative Density
[0055]Next, there were produced test pieces of powder forged members having the same component composition (C: 0.3%, Cu: 3.5%) as that of test piece No. 218 of Example 2 in the same condition as that of Example 2 except that only a forging pressure was variously changed in the range of 2.5 to 10 ton / cm2. The influence of the relative density of the powder forged member exerted on the fatigue limit was investigated. While the fatigue limit was measured, the HRB hardness of each of the test pieces was also measured. Table 4 shows test results.
TABLE 4TestForgingRelativeFatiguepiecespressuredensityHardnesslimitNo.(ton / cm2)(%)(HRB)(MPa)2181099105.03463017.598100.03383029.599101.53403036.09797.03293044.09591.53163053.59486.52993062.59380.0286
[0056]As shown in above Table 4, it is confirmed that the fatigue limit of 325 MPa or more could be ensured when the relative density to the theoretical density was 97% or more.
PUM
| Property | Measurement | Unit |
|---|---|---|
| fatigue strength | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
| temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com