Compression molded footwear and methods of manufacture
a compression molding and footwear technology, applied in the field of footwear articles, can solve the problems of shutting down an entire production line of footwear, increasing the overall manufacturing cost, and affecting the quality of footwear,
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0035] In describing the preferred embodiments of the subject matter illustrated and to be described with respect to drawings, specific terminology will be employed for the sake of clarity. However, the invention is not intended to be limited to the specific terms so selected, and it is to be understood that each specific term includes all technical equivalents which operate in a similar manner to accomplish a similar purpose.
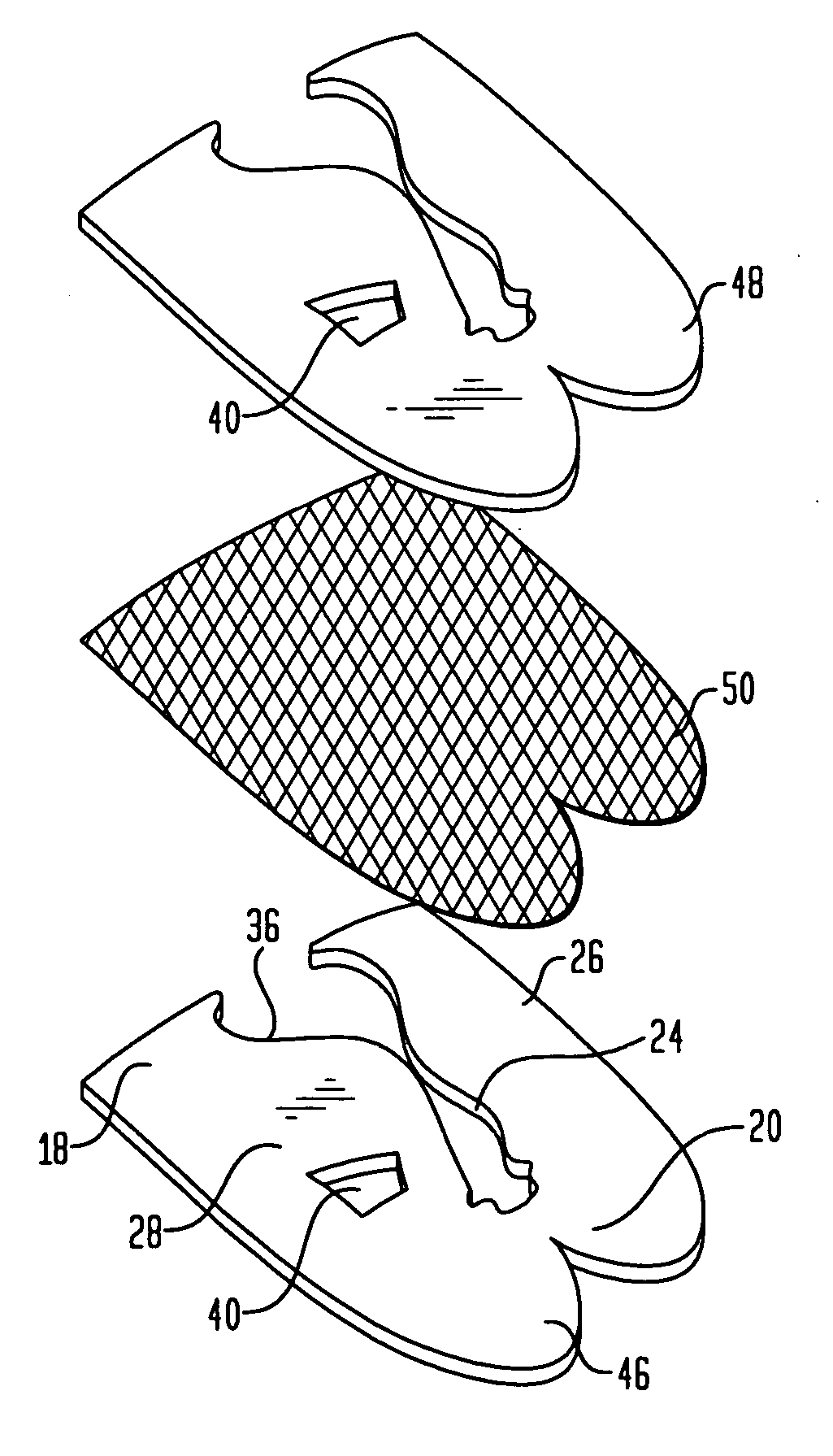
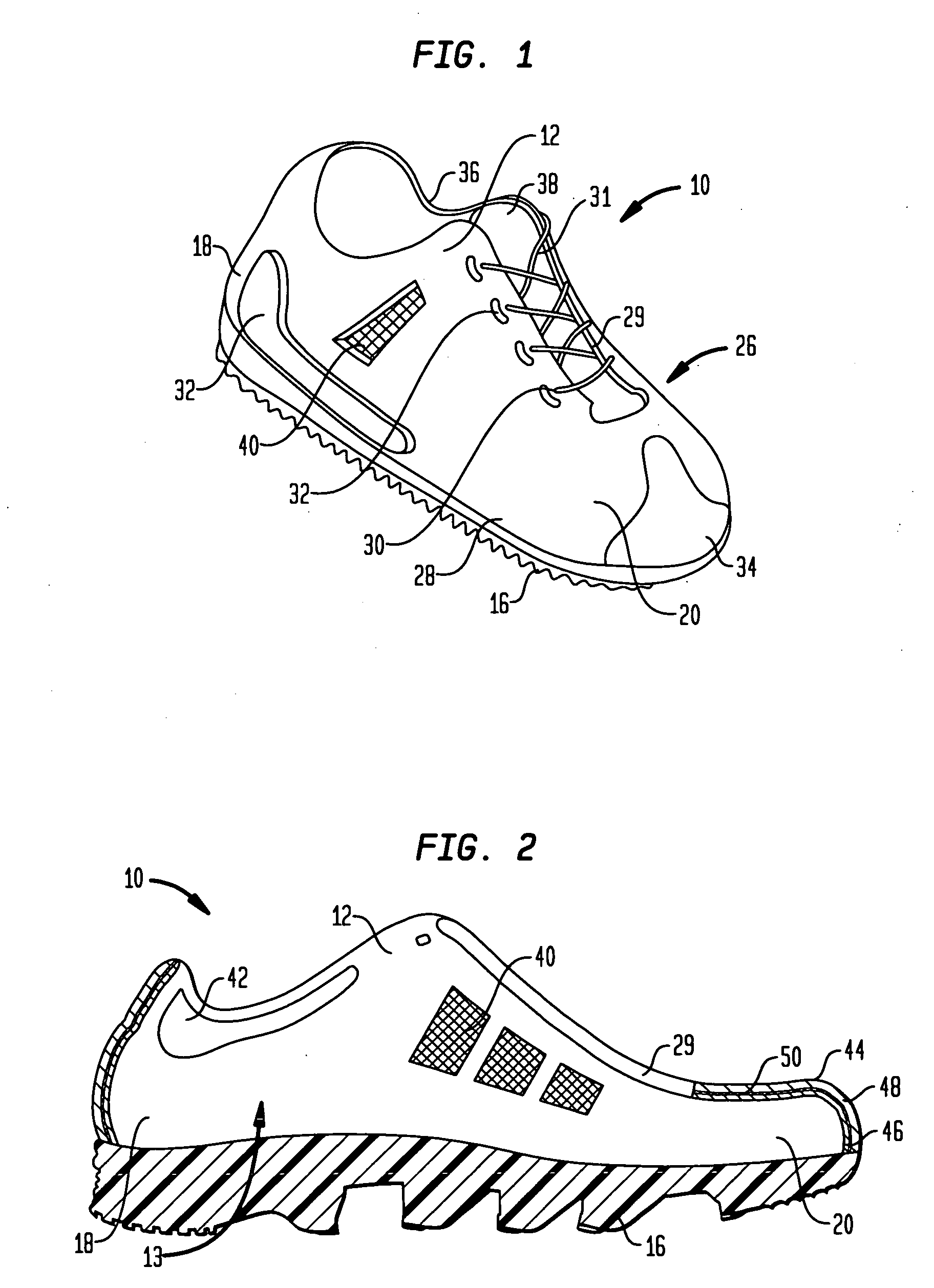
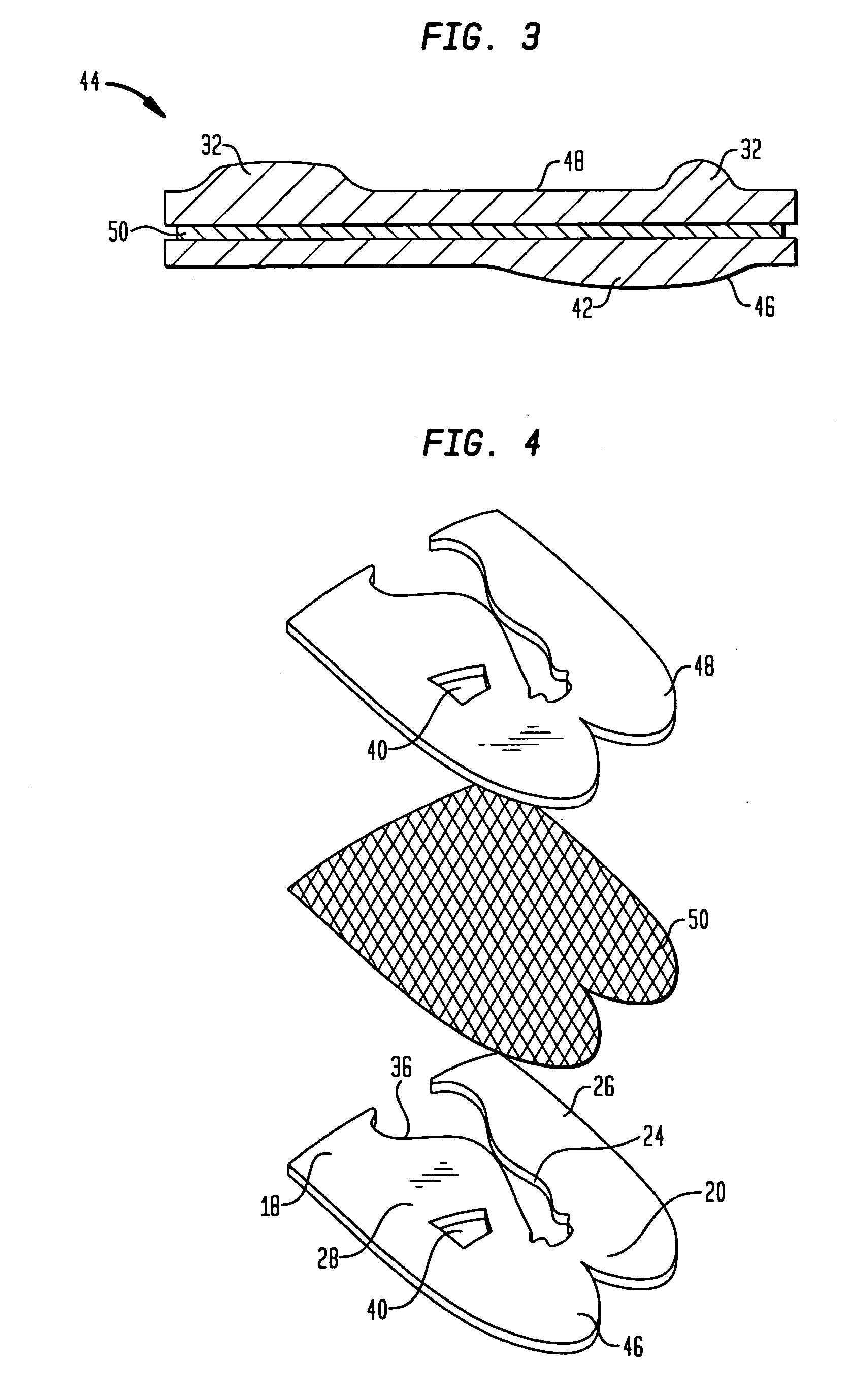
[0036] Referring to the drawings, wherein like reference numerals represent like elements, there is shown in FIG. 1, in accordance with one embodiment of the present invention, a shoe designated generally by reference numeral 10. Shoe 10 is generally constructed of an upper 12, an insole 14 (see FIG. 8), and an outsole 16. Upper 12 is designed to receive the foot of a wearer by defining a portion of foot receiving cavity 13 therein. The bottom portion of foot receiving cavity 13 is defined by insole 14, which is generally structured to support the foot of the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Shape | aaaaa | aaaaa |
| Thermoplasticity | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com