Process method of small eccentricity multi-eccentric and bidirectionally eccentric axle
A processing method and technology of eccentricity, applied in the direction of metal processing equipment, manufacturing tools, other manufacturing equipment/tools, etc., can solve the problems of low machining accuracy, high cost, and demand for eccentricity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
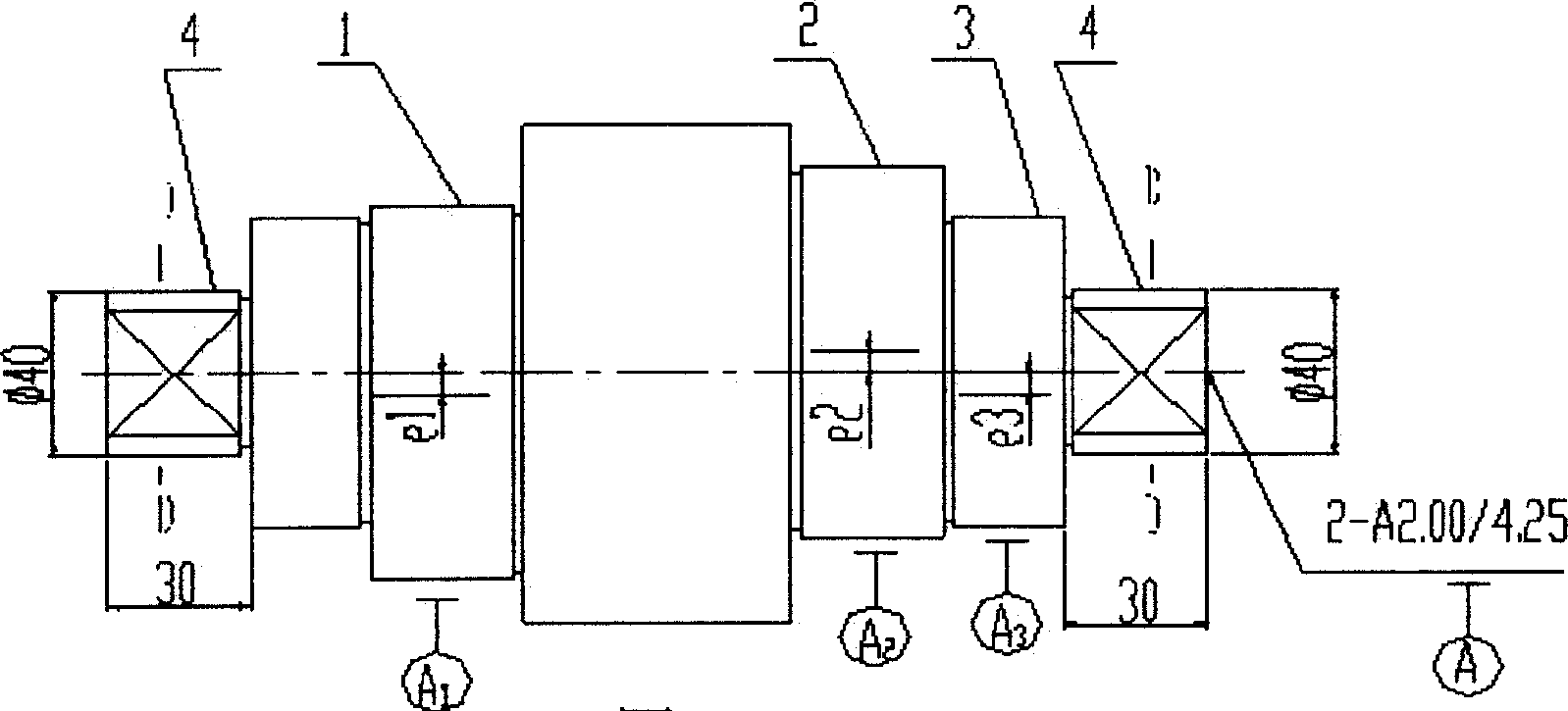
[0019] Process a batch of eccentric shafts, the eccentric shaft has two eccentric outer circles, namely A 1 Reference outer circle 1 and A 2 Reference outer circle 2, and the eccentric directions of the two eccentric outer circles are opposite, forming an angle of 180°; A 1 The eccentricity of reference outer circle 1 is e 1 =3mm, A 2 The eccentricity of the reference outer circle 2 is e 2 =3mm;
[0020] In order to meet the requirements, the following processes and methods are adopted:
[0021] First, the processing of shaft blanks.
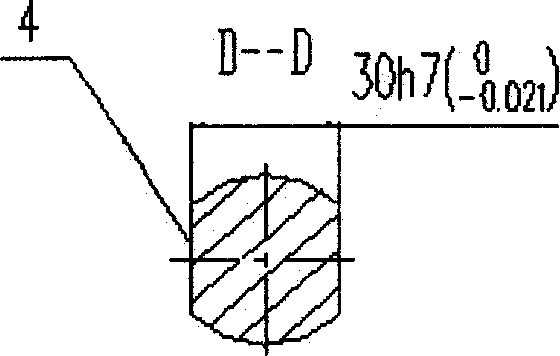
[0022] ①According to the dimensional accuracy requirements of the outer circle of the A datum, the machining method of fine turning or grinding is adopted, and all the outer circles of the A datum are processed to the drawing requirements. A 1 Reference outer circle 1 and A 2 The reference outer circle 2 is left with a machining allowance of 2-3mm, and at the same time, a 30mm long craftsman 4 is left at each end of the shaft.
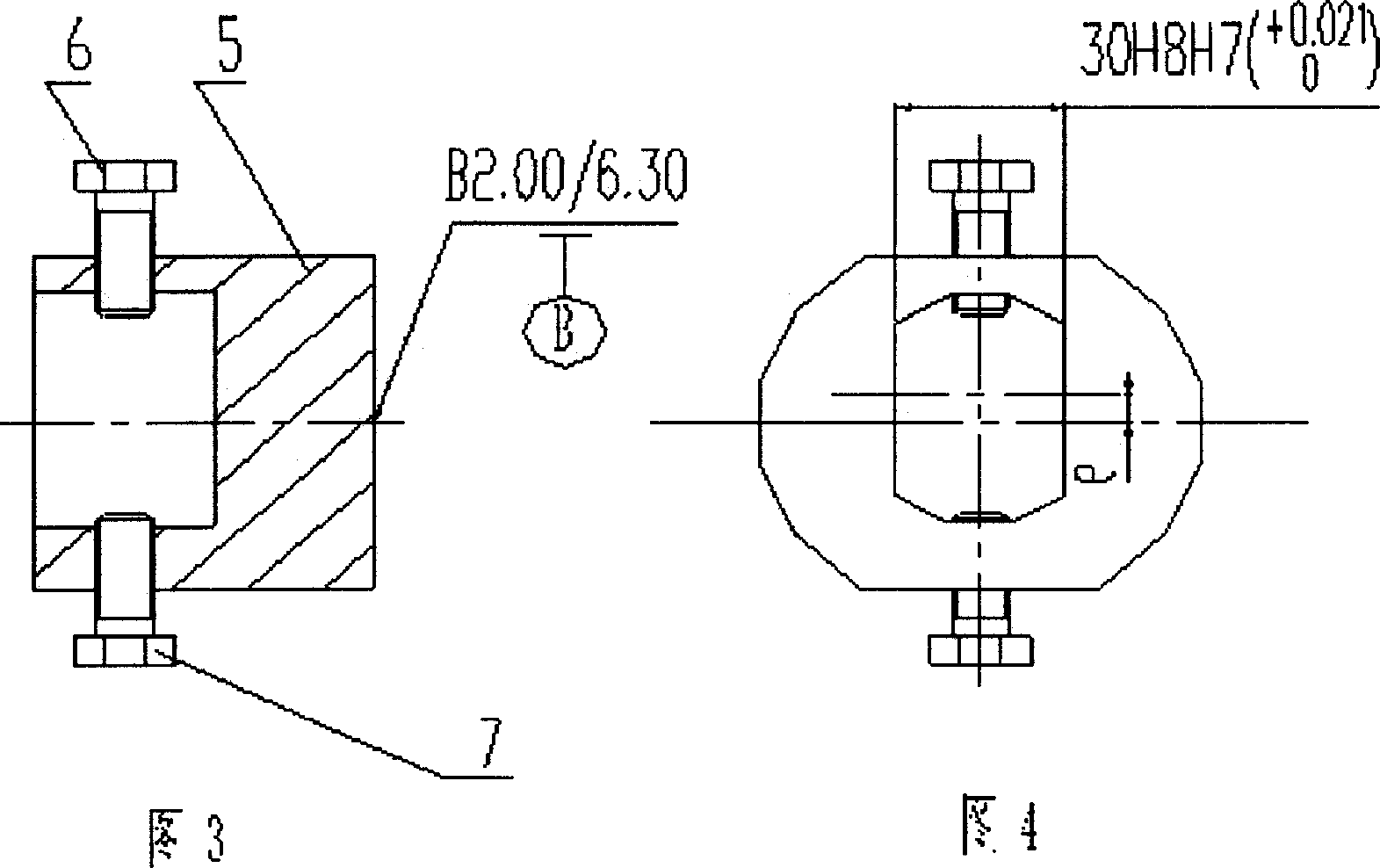
[0023] ②Press figure...
Embodiment 2
[0033] Example 2: Processing a batch of eccentric shafts, the eccentric shaft has three eccentric outer circles, namely A 1 Reference outer circle 1, A 2 Reference outer circle 2 and A 3 Reference outer circle 3, A 1 Reference outer circle 1, A 2 The reference outer circle 2 is eccentric in the same direction, A 3 The reference outer circle 3 is eccentric in the opposite direction, that is, an included angle of 180° is formed; A 1 The eccentricity of reference outer circle 1 is e 1 =2.5mm, A 2 The eccentricity of the reference outer circle 2 is e 2 =3.5mm, A 3 The eccentricity of the reference outer circle 3 is e 3 =3mm;
[0034] In order to meet the requirements, the following processes and methods are adopted:
[0035] First, the processing of shaft blanks.
[0036] ①According to the dimensional accuracy requirements of the outer circle of the A datum, the machining method of fine turning or grinding is adopted, and all the outer circles of the A datum are processed to the drawi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com