


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Motor adhesive iron core manufacturing device and manufacturing method thereof
A manufacturing device and glue technology, which is applied to the motor viscose iron core manufacturing device and its manufacturing field, can solve the problems of low production efficiency, inconsistent glue thickness, and affecting enterprise benefits, etc., and achieve high production effect and firm and reliable bonding Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
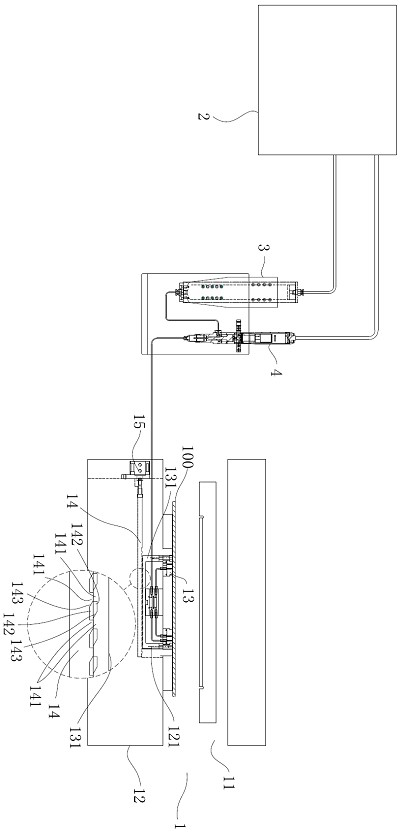
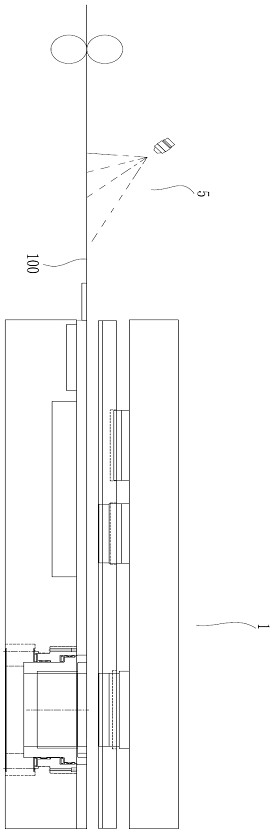
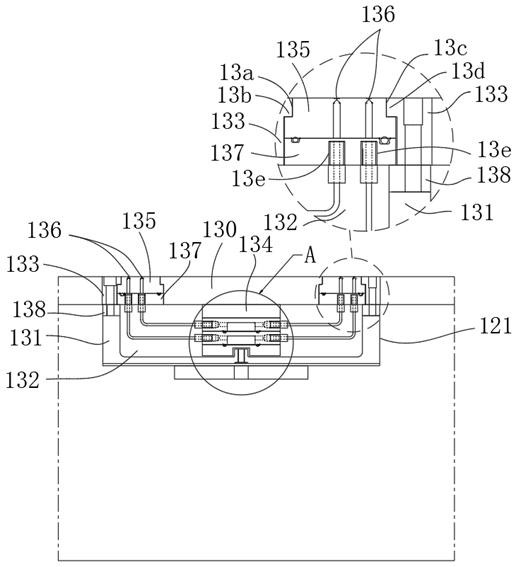
[0049] like figure 1 and figure 2 As shown, a device for manufacturing a motor viscose iron core described in this embodiment includes a continuous blanking die 1 and an accelerator spraying station 5 located at the entry end of the material strip of the continuous blanking die 1. The continuous blanking die 1 sequentially includes The forming station 1 102 for forming the notch forming hole 1 112, the notch forming hole 2 113 and the stator square slot 111, the forming station 2 103 for forming the ventilation hole 114 and the notch forming hole 3 125, for the rotor magnetic steel Slot 115, rotor shaft hole 116 and forming station 3 104 for re-forming the stator square slot 111, glue spraying station 1 105 with glue spraying mechanism 13, blanking station 106 for forming rotor iron core 118, with Forming station four 107 for forming slot-shaped holes 120 and elongated holes 122, forming station five 108 for forming stator grooves and stator shaft holes, and glue spraying st...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com