
Patsnap Eureka
For R&D, Patsnap Eureka makes reading and utilizing patents & technical documents easy.
Patsnap Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Patsnap Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Control method capable of obviously reducing cracks of head and tail blanks of wide and thick plate
A control method and technology for wide and thick plates, applied in the field of continuous casting in the metallurgical industry, can solve the problems such as the limited effect of crack control on the head and tail billets, and achieve the effects of shortening the product delivery cycle, improving the surface quality, and improving the incidence of surface cracks.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
[0035] This embodiment is to use the control method of the present invention to control the cracks of bridge steel Q345qE head and tail blanks.
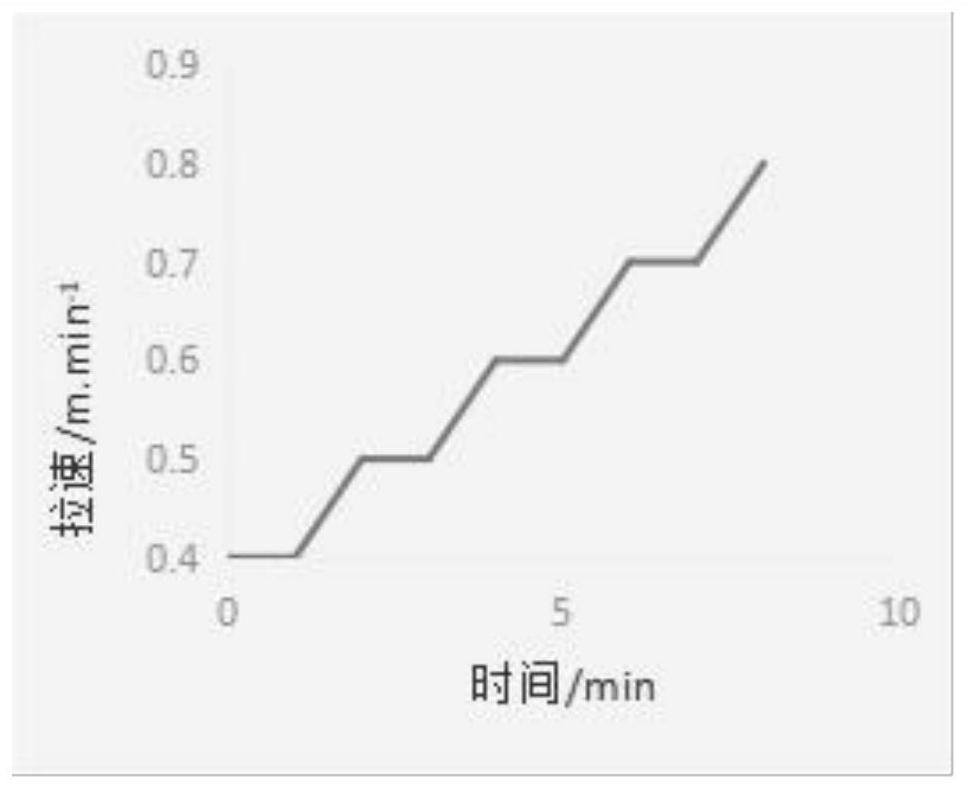
[0036] Set the pre-flushing water 2 minutes ahead of the program before starting the pouring. After starting the pouring equipment, the casting speed will directly reach 0.4m / min, and then stabilize at 0.1m / min after 1min. 2 The acceleration is evenly increased, and the pulling speed is stable for 1 minute every time the pulling speed is increased by 0.1m / min until the normal pulling speed. Push in the special pouring powder when starting the casting, and set the vibration frequency of the crystallizer vibration table to 132Hz and the amplitude to 4.0mm when casting starts. The "red slag" operation is carried out in the tail out stage, and a small amount of water is sprinkled after the stopper is closed, and the time does not exceed 2 seconds.
Embodiment 2
[0038] This embodiment uses the control method of the present invention to control cracks in the wind power steel Q345D head and tail blanks.
[0039] Set the pre-flushing water 2 minutes ahead of the program before starting the pouring. After starting the pouring equipment, the casting speed will directly reach 0.4m / min, and then stabilize at 0.1m / min after 1min. 2 The acceleration is evenly increased, and the pulling speed is stable for 1 minute every time the pulling speed is increased by 0.1m / min until the normal pulling speed. Push in the special pouring powder when starting the casting, and set the vibration frequency of the crystallizer vibration table to 132Hz and the amplitude to 4.0mm when casting starts. The "red slag" operation is carried out in the tail out stage, and a small amount of water is sprinkled after the stopper is closed, and the time does not exceed 2 seconds.
Embodiment 3
[0041] This embodiment is to use the control method of the present invention to control the cracks of the head and tail blanks of high-strength steel Q690D.
[0042] Set the pre-flushing water 2 minutes ahead of the program before starting the pouring. After starting the pouring equipment, the casting speed will directly reach 0.4m / min, and then stabilize at 0.1m / min after 1min. 2 The acceleration is evenly increased, and the pulling speed is stable for 1 minute every time the pulling speed is increased by 0.1m / min until the normal pulling speed. Push in the special pouring powder when starting the casting, and set the vibration frequency of the crystallizer vibration table to 132Hz and the amplitude to 4.0mm when casting starts. The "red slag" operation is carried out in the tail out stage, and a small amount of water is sprinkled after the stopper is closed, and the time does not exceed 2 seconds. The head and tail blanks are arranged to be rolled into steel plates with a t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com