Large cylindrical part dovetail groove machining method
A processing method and technology of dovetail grooves, applied in metal processing equipment, metal processing mechanical parts, manufacturing tools, etc., can solve problems affecting product accuracy, machine tool accuracy and poor rigidity, vibration, etc., to avoid vibration, ensure position accuracy and The effect of dimensional accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0034] The present invention will be further described below in conjunction with the accompanying drawings and embodiments.
[0035] The method for processing dovetail grooves of large cylindrical parts of the present invention comprises
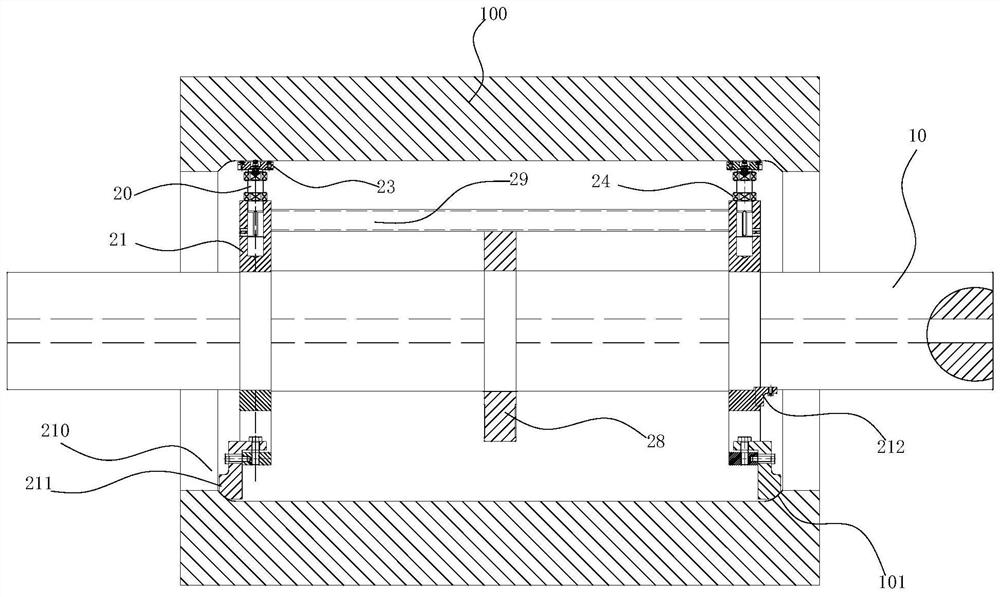
[0036] Put the mandrel device into the cylindrical part 100, such as figure 1 As shown, the mandrel device includes a mandrel 10 and a support member 20 arranged on the mandrel 10, the support member 20 is in press contact with the inner wall of the cylindrical part 100, and the two ends of the mandrel 10 protrude from the cylindrical part. 100 parts.
[0037] The mandrel 10 has a central through hole, the length of which is greater than the length of the cylindrical part 100, so that after the mandrel 10 passes through the cylindrical part 100, the two ends of the mandrel 10 can be located outside the cylindrical part 100, so as to align the mandrel 10 two ends carry out clamping. The support member 20 is used to fix the cylindrical part...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com