On-line control method and system for pressing process of forging press
A technology of pressing process and control method, which is applied to the driving device of forging press, etc., can solve the problems of uncontrollable system stability and achieve the effect of ensuring system stability and improving efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
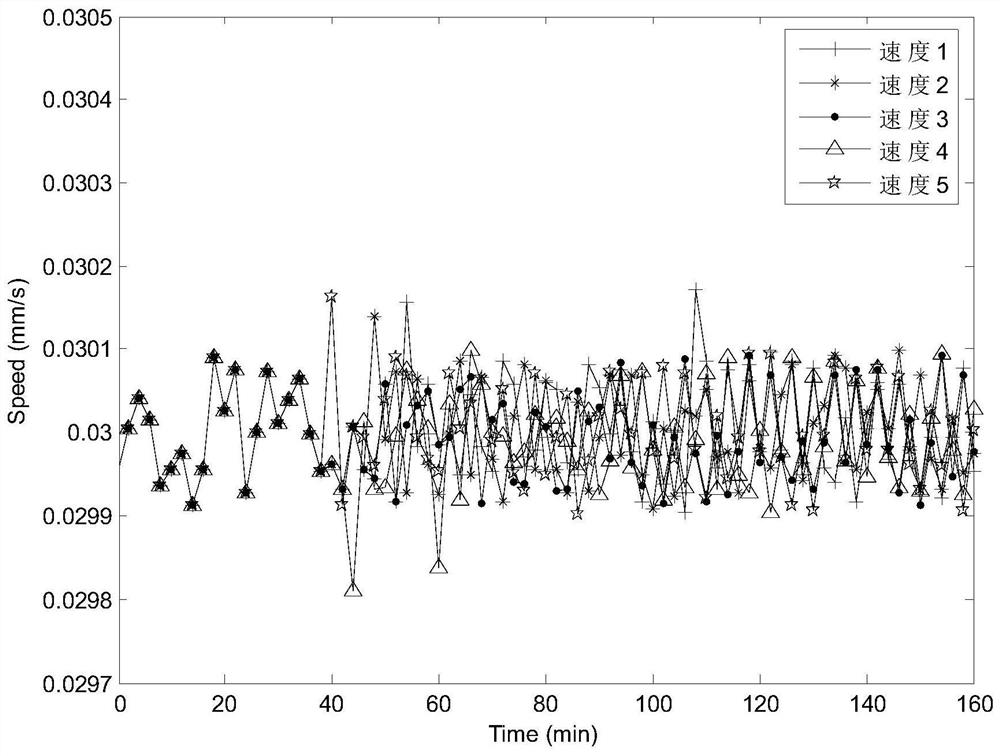
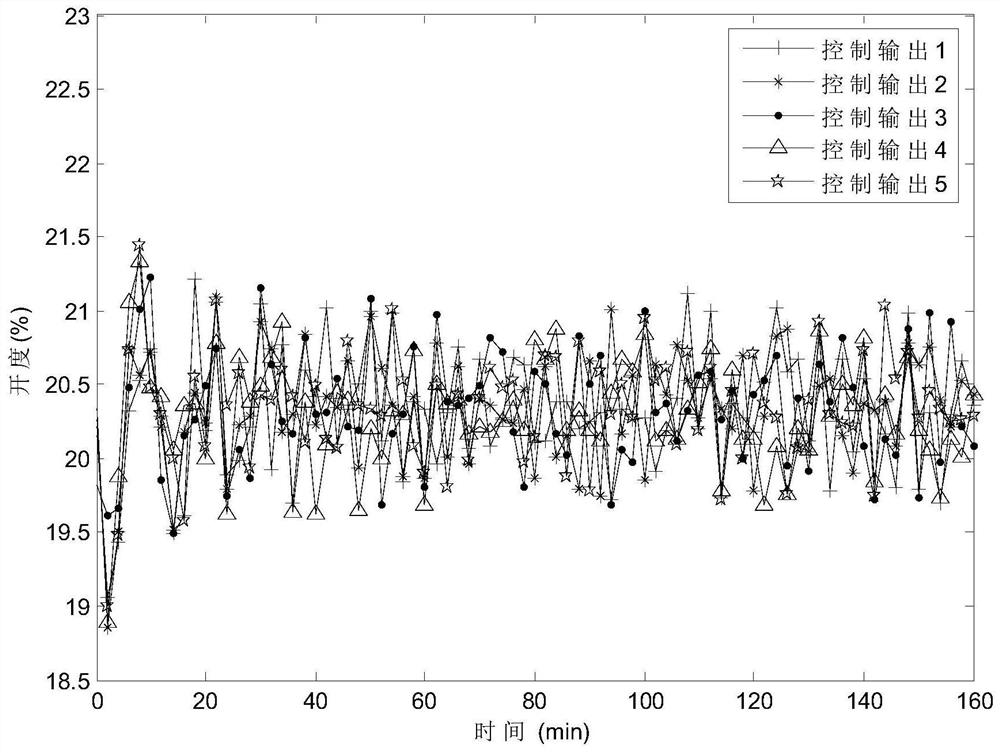
[0112] Example 1: Low constant speed state
[0113] The pressing speed of the slider is set to 0.03mm / s. Since the pressing speed is very slow, the oil flow required in the upper chamber of the hydraulic cylinder is less, and the proportional servo valve has a large diameter loss pressure due to the small opening. Therefore, the opening of the proportional servo valve is a compromise between the working pressure of the hydraulic cylinder and the pressure loss of the servo valve. Since the tabu search, as a kind of random search, will show a certain degree of randomness, this embodiment tests the pressing process 5 times, Figure 2a is the velocity diagram, Figure 2b It is a schematic diagram of the output of the controller, and different colors represent various tests.
[0114] from Figure 2b It can be seen that each curve is not completely covered, which reflects that the control value of the method of the present invention is not completely consistent each time, Figur...
Embodiment 2
[0116] Embodiment 2: variable speed state
[0117] The speed is set to 0.08mm / s from the beginning, after 0.04mm / s, the final output is 0.06mm / s, the process description is shown in formula (17)
[0118]
[0119] The present embodiment was repeated 5 times to test the application effect of the recommended method, Figure 3a is the schematic diagram of the speed of the pressing process under the variable speed state; Figure 3b is the output schematic of the controller.
[0120] from Figure 3a It can be seen that each curve can track the set speed well during different speed changes. The speed setting value is 0.08 during the period of 1-30, the maximum peak value is 0.0812 at the 5th time, and the minimum value is 0.0788; at 50 The speed setting value during -80 is 0.04, the maximum peak value 0.0406 occurs at the 3rd time, the minimum value is 0.0394, which occurs at the 1st, 2nd, 3rd and 4th time; during the period of 80-100, the speed setting value is 0.06, the maxim...
Embodiment 3
[0123] Example 3: Effect of sampling period
[0124] This example tests the speed impact of the proposed method at different sampling period lengths. The sampling period is selected as 1-5 minutes, and the reference speed is selected as 0.04mm / s. The obtained results are as follows Figure 4a with 4b shown. The controller randomly selects actions at the beginning, and then performs automatic control according to the on-line control method of the present invention. Figure 4a The curves in represent the slider pressing speed at different sampling periods, Figure 4b It reflects the output of the controller under different sampling periods. It can be seen from the figure that different sampling periods have a greater impact on the transient process. The shorter the sampling period, the shorter the duration of the transient process; the longer the sampling period, the longer the transition time. The main reason is that the control quantity obtained by the recommended method ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com