Preparation method of wrought magnesium alloy sheet with mixcrystal structure and non-basal plane texture
A technology for deforming magnesium alloys and plates, applied in the field of sheet metal rolling, can solve the problem of no obvious improvement in room temperature formability, and achieve the effect of improving room temperature forming properties, achieving strength properties, plastic properties and room temperature forming properties.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
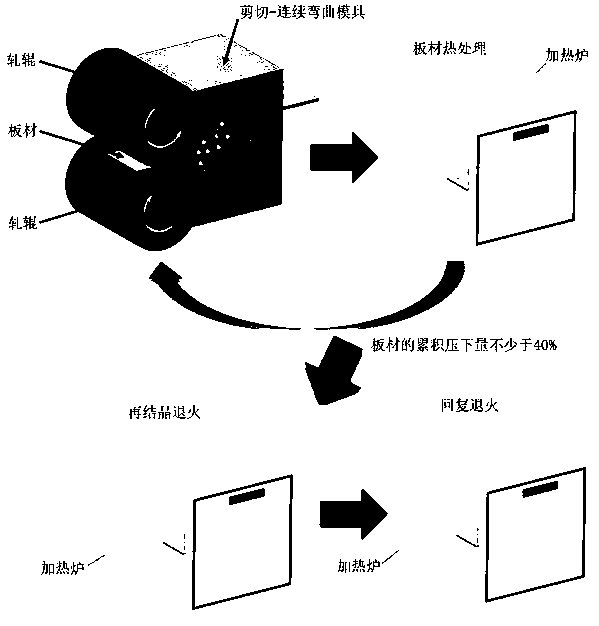
[0027] Embodiment one, see figure 1 , shows a method for preparing a deformed magnesium alloy sheet having a mixed crystal structure and a non-basal texture, which includes the following steps:
[0028] S1, preheating treatment of AZ31 magnesium alloy sheet, wrap 1.5mm thick commercial hot-rolled AZ31 magnesium alloy sheet with tin foil paper to prevent high temperature oxidation, heat it to 550°C in a heating furnace, and the heating rate is 10~15°C / min After heating to the predetermined temperature, continue to keep warm for 10 minutes. The preheated AZ31 magnesium alloy sheet was quickly transferred to the front of the rolling mill for ECAR-CB deformation. The reduction in each pass was 15%, and the speed of the upper and lower rolls was 30m / min. Then, under the action of rolling friction, the AZ31 magnesium alloy sheet is continuously passed through a multi-step die with equal rolling channel height and continuous bending for shearing and continuous multi-pass bending to ...
Embodiment 2
[0035] Embodiment 2, a method for preparing a wrought magnesium alloy sheet having both a mixed crystal structure and a non-basal texture, comprising the following steps:
[0036] S1, preheating treatment of AM60 magnesium alloy sheet, wrap the 2.4mm thick commercial hot-rolled AM60 magnesium alloy sheet with tin foil to prevent high temperature oxidation, heat it to 520°C in a heating furnace, and the heating rate is 10~15°C / min After heating to the predetermined temperature, continue to keep warm for 15 minutes. The preheated AM60 magnesium alloy sheet was quickly transferred to the front of the rolling mill for ECAR-CB deformation. The pass reduction was 10%, and the speed of the upper and lower rolls was 35m / min. Then, under the action of rolling friction, the AM60 magnesium alloy sheet is continuously passed through a multi-step die with equal rolling channel height and continuous bending for shearing and continuous multi-pass bending to achieve compound deformation. Sub...
Embodiment 3
[0045] Embodiment 3, a method for preparing a wrought magnesium alloy sheet having both a mixed crystal structure and a non-basal texture, comprising the following steps:
[0046] S1, preheating treatment of ZK40 magnesium alloy sheet, wrap commercial hot-rolled ZK40 magnesium alloy sheet with thickness of 3.0 mm in tin foil to prevent high temperature oxidation, heat it to 540°C in a heating furnace, and the heating rate is 10~15°C / min After heating to the predetermined temperature, continue to keep warm for 15 minutes. The preheated ZK40 magnesium alloy sheet is quickly transferred to the front of the rolling mill for ECAR-CB deformation. The pass reduction is 12%, and the speed of the upper and lower rolls is 45m / min. Then, under the action of rolling friction, the ZK40 magnesium alloy sheet is continuously passed through a multi-step die with equal rolling channel height and continuous bending for shearing and continuous multi-pass bending to achieve composite deformation....
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com