A method for improving the end face depression of large-scale electric upsetting and promoting the uniform refinement of grains
A large-scale, end-face technology, used in forging presses, forging/pressing/hammering machinery, manufacturing tools, etc., can solve problems such as large subsidence depth, uneven material deformation, and coarsening of electric upsetting deformed body grains. Achieve the effect of improving sag, convenient and flexible use, and improving the degree of grain uniformity and refinement.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
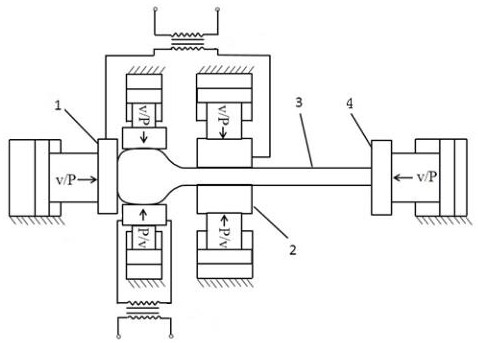
[0045] EXAMPLE 1 is equipped with an electrical linear model with an electrical linear model, and the material is Nimonic80A super-alloy, the rod diameter is 85mm, the length is 3700mm, and the total stroke is 2350 mm. For this long-rod, large-scale gas valve blanks larger, the variable cross-section rate is large, in the case of ensuring that the electrical running process is unstable, the upsetting force used in the electric assembly process is 1030kn. The maximum current is 28.6kA, and the highest temperature in the electrical simulation process is 1130 ° C.
[0046] Example 1
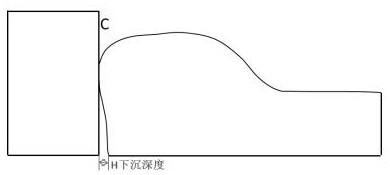
[0047] (1) In 725 seconds, the electrode analog forming shape of the planar alant electrode and the concave avenitor Image 6 and Figure 7 The indicated.
[0048] At 725 seconds, the electrode analog temperature of the two types of angeles is not large. The electrode analog temperature of the planar avenitor is 1120 ° C, and the electrode analog temperature of the concave avenitor is 1121 ° C.
[0049] A...
Embodiment 2
[0059] The difference from the first embodiment is only: the circle of the reduction combination and the circle of the collector end of 28 mm.
[0060] refer to Figure 12 As shown, after the electro-completion is completed, the electric coat with a concave annulus is 198.28 mm, and the depth depth is only 4.64 mm. The electrodes of the planar ackvation of 196.88 mm, the depth depth is 8.3 mm. Compared with the planar avenge, its electric garlic has become larger, and the depth depth is reduced.
Embodiment 3
[0062] The difference from the embodiment 2 is only that the rounded corners of the collector end are 35 mm.
[0063] refer to Figure 13 As shown, after the electrical completion is completed, the electric coated with a concave avenitor is 195.12 mm, and the depth depth is 8.27 mm. The electrodes of the planar ackvation of 196.88 mm, the depth depth is 8.3 mm. Compared with the planar alant, its electric garlic has a size diameter, and the depth depth is reduced.
[0064] It can be seen from the experimental results of Examples 1 to Example 3, and the binding of the concave annoding treatment is always reduced by the depth of the sink. With the synergies of the concave annvid, as R1 increases, the diameter of the electric garlic is gradually decreased, and the transition of the electrical shaped shape is relatively smooth, and the diameter variation is relatively smooth. However, the end face of the electric garlic has gradually increased (still smaller than the planar anniot). Th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com