Pipe plate inner hole welding method for small-aperture heat exchange pipe
A welding method and heat exchange tube technology, which are applied in welding equipment, arc welding equipment, heat exchange equipment, etc., can solve the problem that the connection between the small aperture heat exchange tube and the tube sheet is not suitable, the torch head is thick, and there is no nickel and nickel. Alloy small-aperture tube tube sheet technology research results and other issues, to achieve the effect of eliminating welding defects and eliminating arc craters
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0077] This embodiment 1 is the inner hole welding of pipe A and pipe B.
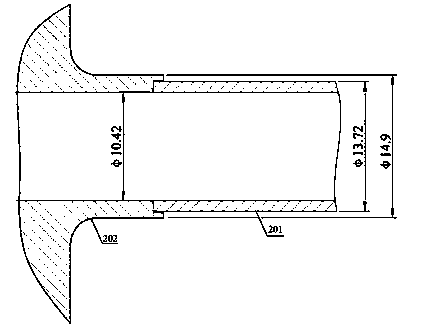
[0078] Both pipe A and pipe B are made of UNS N10003 nickel-based alloy pipes, with an outer diameter of 13.72mm and a wall thickness of 1.65mm; the weight percentage of alloy chemical composition: 70.8Ni, 6.96Cr, 16.7Mo, 4.2Fe, 0.35Si, 0.053C, 0.001S, 0.002P, 0.002B, 0.71Mn, 0.014Al, 0.011Ti, others≤0.5.
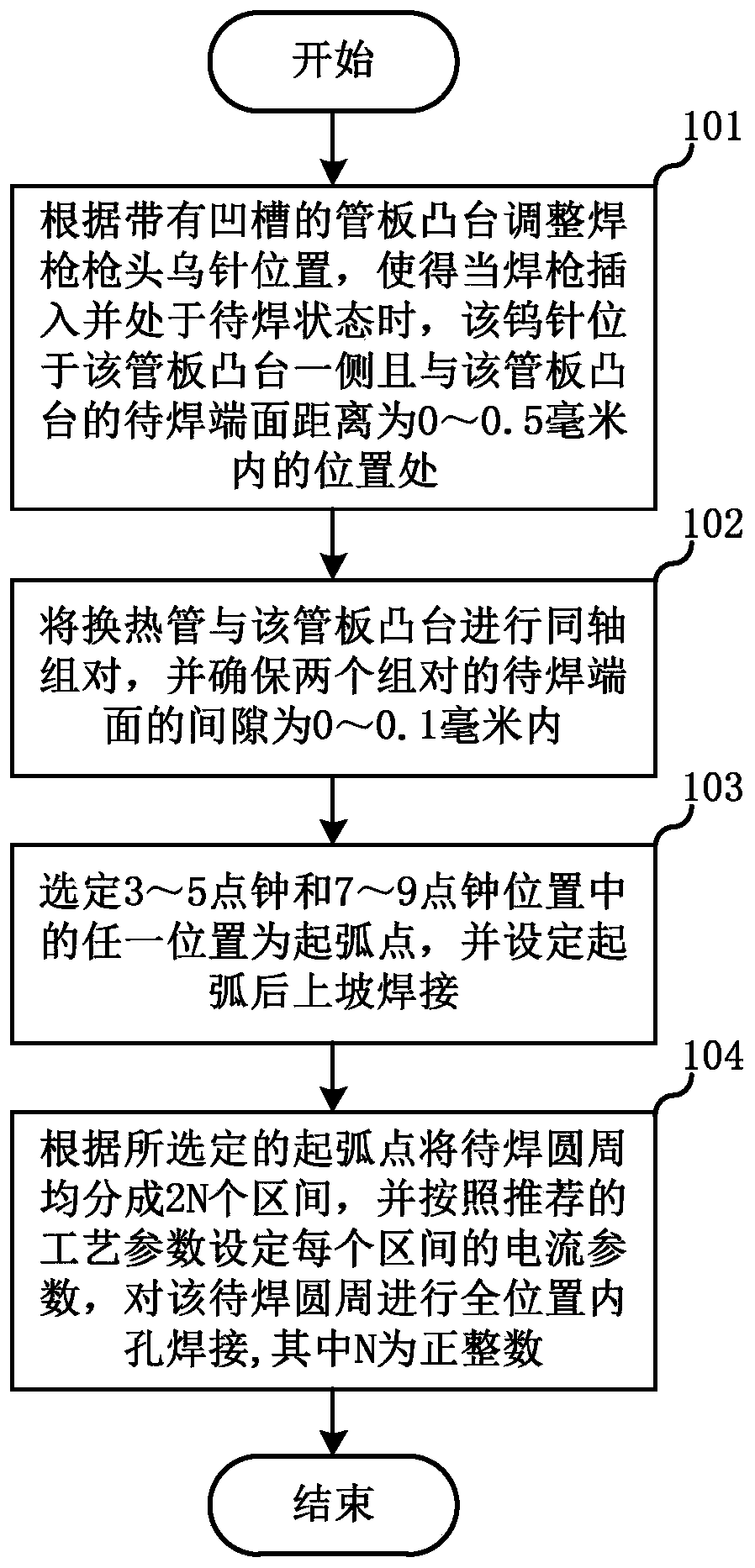
[0079] Step 1: Preparation before welding
[0080] Clean the ends of pipe A and pipe B to be welded with an organic solvent such as alcohol, acetone, etc., to remove the burrs on the end faces, and ensure that the end faces to be welded are flat.
[0081] Process 2: Tungsten needle positioning
[0082] Adjust the position of the tungsten needle of the torch head according to the pipe A with the groove, so that when the welding torch is inserted and in the ready-to-weld state, the tungsten needle is located on the side of the pipe A and the distance from the end face of the pipe A to be welded is wi...
Embodiment 2
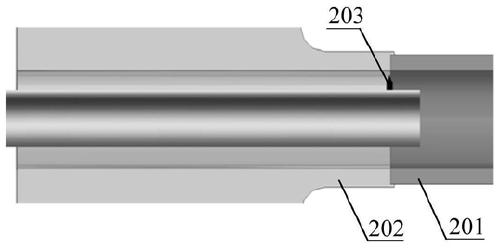
[0103] In this embodiment, the inner holes of the tube sheet and the heat exchange tube are welded.
[0104] The type of material used is the same as in Example 1, which is still UNS N10003 alloy. Considering that the tube sheet has a strong ability to transfer and absorb welding heat, the welding process is slightly adjusted.
[0105] Among them, embodiment 2 is the same as the method of process 1 to process 5 of embodiment 1, and the arc starting parameters and arc terminating parameters of embodiment 2 and process 6 of embodiment 1 are the same, and the difference between embodiment 2 and embodiment 1 lies in: different intervals in the welding process The current parameter settings of the positions are different, as shown in Table 5.
[0106] Table 5 Current parameters of different interval positions in the welding process
[0107] interval Peak current A Ratio of base value% 1 stage 60 45 2 stages 58 45 3 stages 56 45 4 stages 55...
PUM
| Property | Measurement | Unit |
|---|---|---|
| pore size | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com