A welding operation method for transition layer and cladding layer of clad steel plate
A technology of composite steel plate and operation method, applied in welding equipment, welding/welding/cutting items, arc welding equipment, etc., can solve the problems of increasing the difficulty of welding construction operations, waste of corrosion-resistant alloy materials, and increasing welding workload, etc. The effect of reducing the difficulty of welding operations, reducing secondary repairs, and improving the employment rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0038] The material of an engineering equipment in the company is 15CrMoR+0Cr13 composite steel plate, the thickness is (16+3) mm; the nickel-based electrode Ni337 is used, the diameter is ¢3.2, and it is welded by the traditional method. Due to the difficulty in the operation of the electrode and the difficulty in controlling the shape of the weld, there has been a Transition layer crack defect.
[0039] Adopt technical scheme of the present invention, step is as follows:
[0040] (1) Groove type: adopt V-shaped groove on the base side, and the peeling width of each side of the compound layer is 15mm;
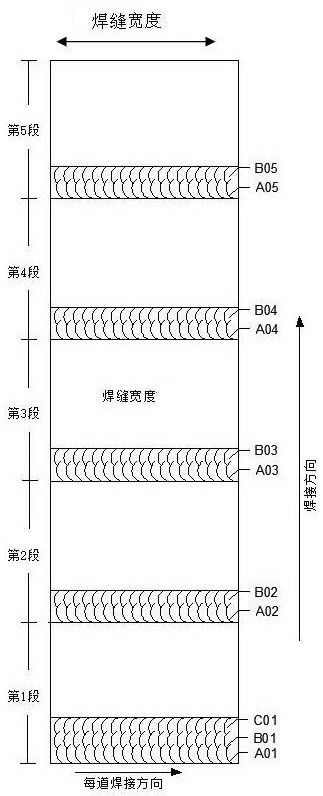
[0041](2) The transition layer is welded by the segmented horizontal welding operation method: the width of the stripped weld is 33mm;
[0042] (3) Divide the weld seam into several sections with a length of about 180mm, start welding one piece at the lower part of the first section using the horizontal welding operation method, and start welding one piece at the lower part o...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com