Vacuum electron beam welding deformation control method and device for aero-engine flame tube
A vacuum electron beam, aero-engine technology, applied in electron beam welding equipment, welding equipment, manufacturing tools, etc., can solve the problems of flame tube ablation, low engine life, unable to completely control the welding deformation of flame tube, etc., to improve detection The effect of efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0037] The present invention will be further described below in conjunction with accompanying drawing and specific embodiment, but should not be interpreted as that the scope of the subject matter of the present invention is only limited to following embodiment, under the situation of not departing from above-mentioned technical thought of the present invention, all according to this field Various modifications, substitutions and alterations made by ordinary technical knowledge and common means are included in the scope of the present invention.
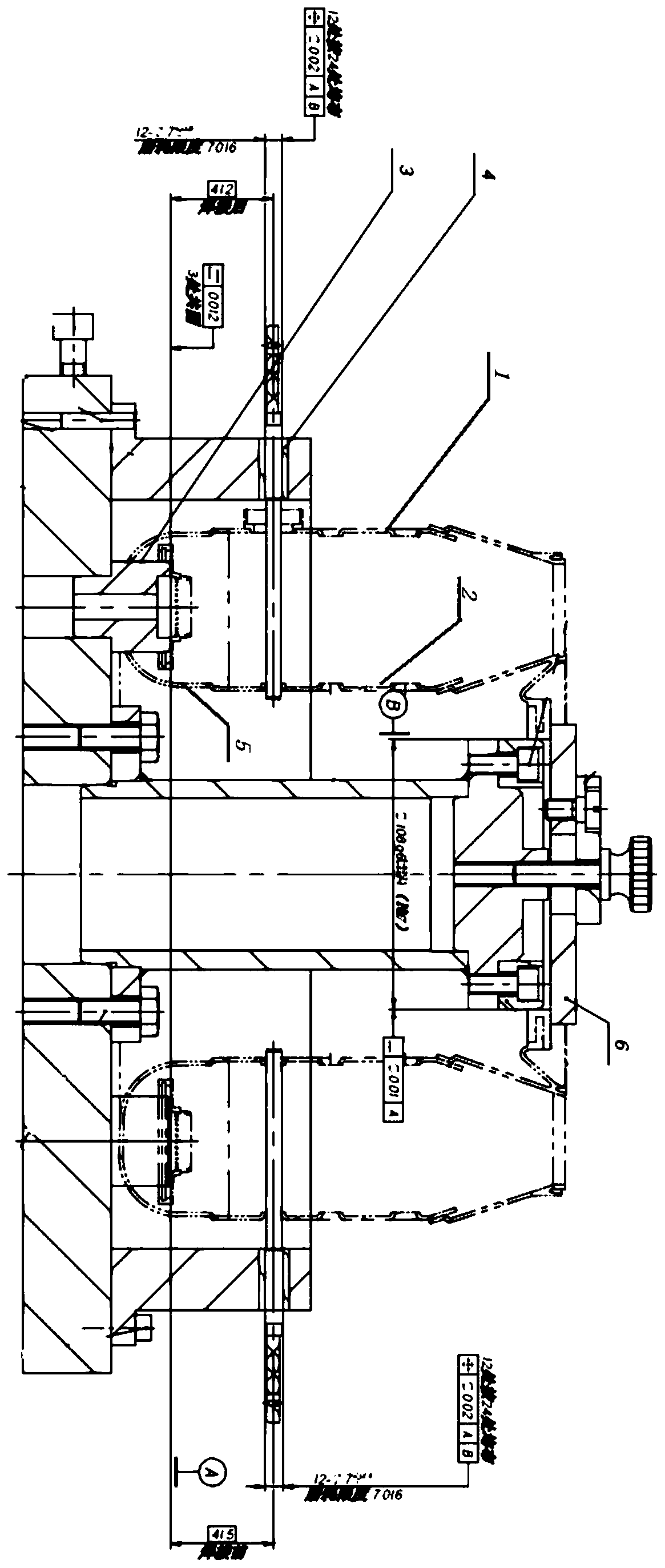
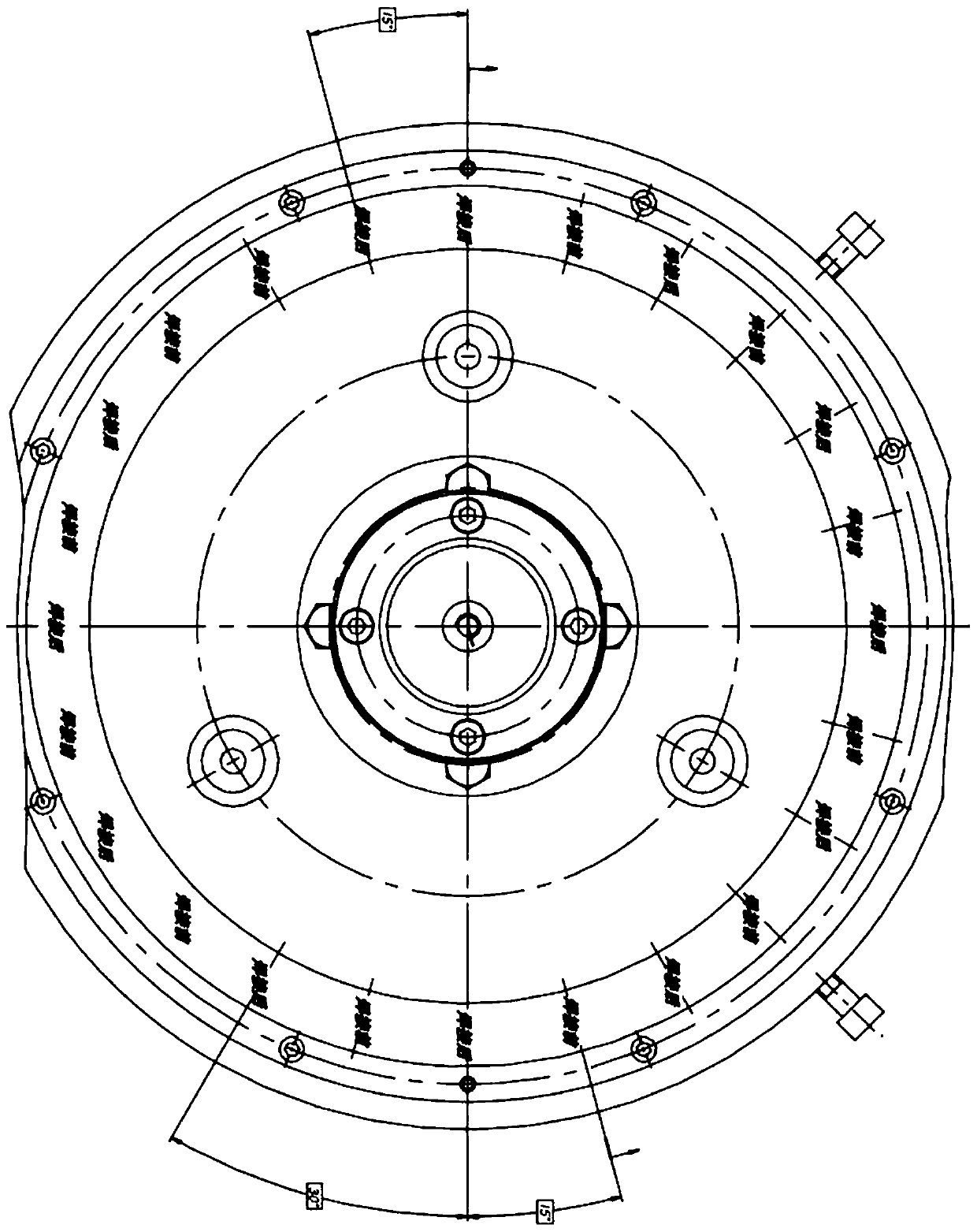
[0038] The method of using the deformation control device of the present invention first clamps the flame tube head 5 and the flame tube inner ring 2 into the device, inserts 12 pins 4 marked "before welding" for positioning welding, and then performs vacuum electron beam welding. Then clamp the parts that have been welded in the previous steps into this device again, put them into the outer ring 1 of the flame tube, and insert 12 "be...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com