Rolling process plate form control method for high-strength steel with thickness specification being 6 mm or below
A technology for shape control and high-strength steel, applied in the field of metallurgy, can solve problems such as irregular deformation and uneven stress, and achieve the effect of preventing temperature reduction, preventing the difference between the head and tail of the plate and the middle, and achieving uniformity.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0034] In this embodiment, the thickness of the high-strength steel plate is 5 mm, and the specification of the continuous casting slab is 100*1800*2800 mm. The plate shape control method of the high-strength steel rolling process includes heating, rough rolling, finish rolling, controlled cooling and thermal straightening processes. The process steps are as follows:
[0035] (1) Heating process: the heating temperature of the slab is 1200°C, the heating time is 8cm / min, the soaking time of the billet is 2.5cm / min, after the heating is completed, the temperature difference of each point of the billet is 25°C;
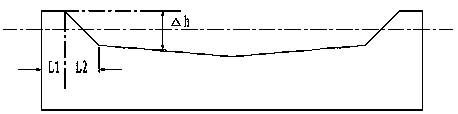
[0036] (2) Rough rolling process: the starting temperature is 1060°C, the broadening pass of rough rolling is rolled by MAS, the ratio of the height of the wedge section to the thickness of the billet is 1:80, the length of the wedge section is 200mm, and the widening pass is divided into 4 passes. The steel pass is carried out in one direction; after the widening pass,...
Embodiment 2
[0043] In this embodiment, the thickness of the high-strength steel plate is 5mm, and the specification of the continuous casting slab is 100*2100*280mm. The plate shape control method of the high-strength steel rolling process includes heating, rough rolling, finish rolling, controlled cooling and thermal straightening processes. The process steps are as follows:
[0044](1) Heating process: the heating temperature of the slab is 1180°C, the heating time is 10cm / min, the soaking time of the billet is 2.5cm / min, after the heating is completed, the temperature difference of each point of the billet is 22°C;
[0045] (2) Rough rolling process: the starting temperature is 1070°C, the rough rolling and widening passes are rolled by MAS, the ratio of the height of the wedge section to the thickness of the billet is 1:100, the length of the wedge section is 240mm, and the widening pass is divided into 4 passes. The steel pass is carried out in one direction; the longitudinal rolling...
Embodiment 3
[0052] In this embodiment, the thickness of the high-strength steel plate is 4mm, and the specification of the continuous casting slab is 80*1800*2400mm. The plate shape control method of the high-strength steel rolling process includes heating, rough rolling, finish rolling, controlled cooling and thermal straightening processes. The process steps are as follows:
[0053] (1) Heating process: the heating temperature of the slab is 1120°C, the heating time is 11cm / min, the soaking time of the billet is 1.8cm / min, after the heating is completed, the temperature difference of each point of the billet is 18°C;
[0054] (2) Rough rolling process: the starting temperature is 1025°C, the broadening pass of rough rolling is rolled by MAS, the ratio of the height of the wedge section to the thickness of the billet is 1:120, the length of the wedge section is 300mm, and the widening pass is divided into 6 passes. The steel pass is carried out in one direction; after the widening pass, ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com