


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Welding technology for single-surface welding and double-surface forming
A technology of double-sided molding and welding process, which is applied in welding equipment, manufacturing tools, arc welding equipment, etc., can solve the problems of increasing welding difficulty, low efficiency, and incomplete penetration of the back, so as to reduce welding difficulty and improve weld seam quality, avoiding the effect of incomplete penetration
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] The technical scheme of the present invention is described in detail below in conjunction with accompanying drawing:
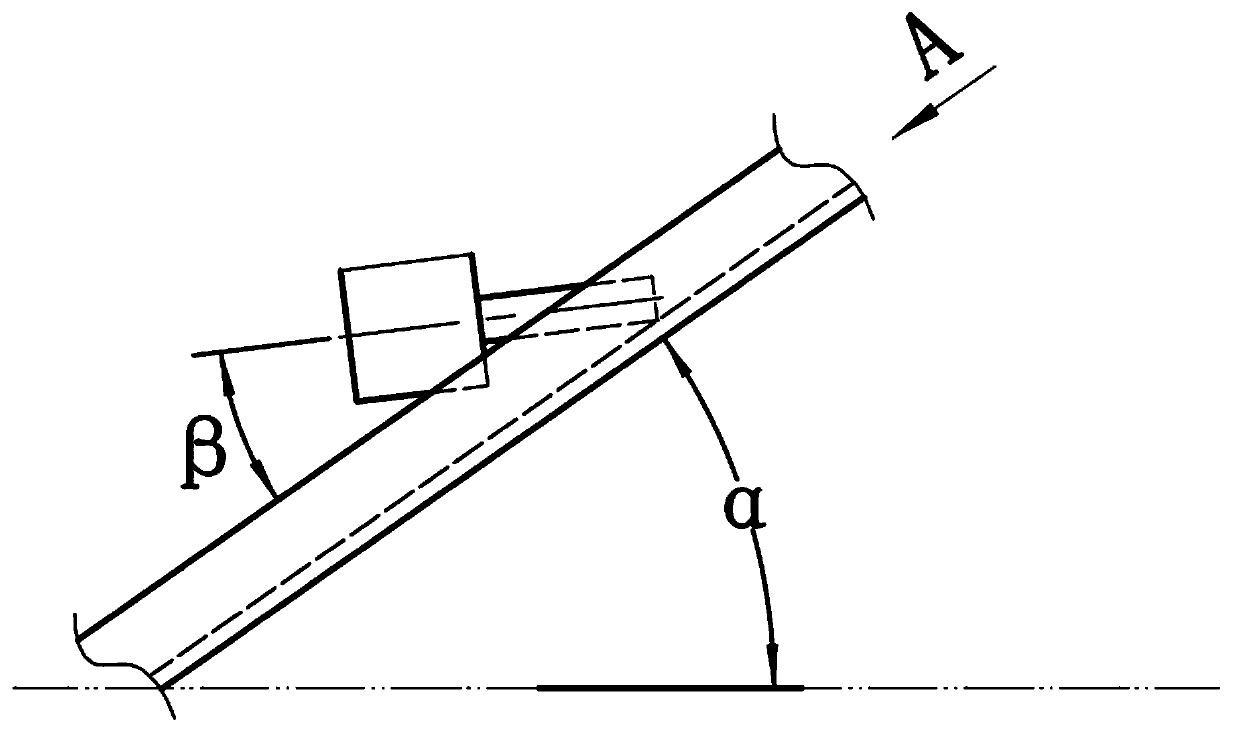
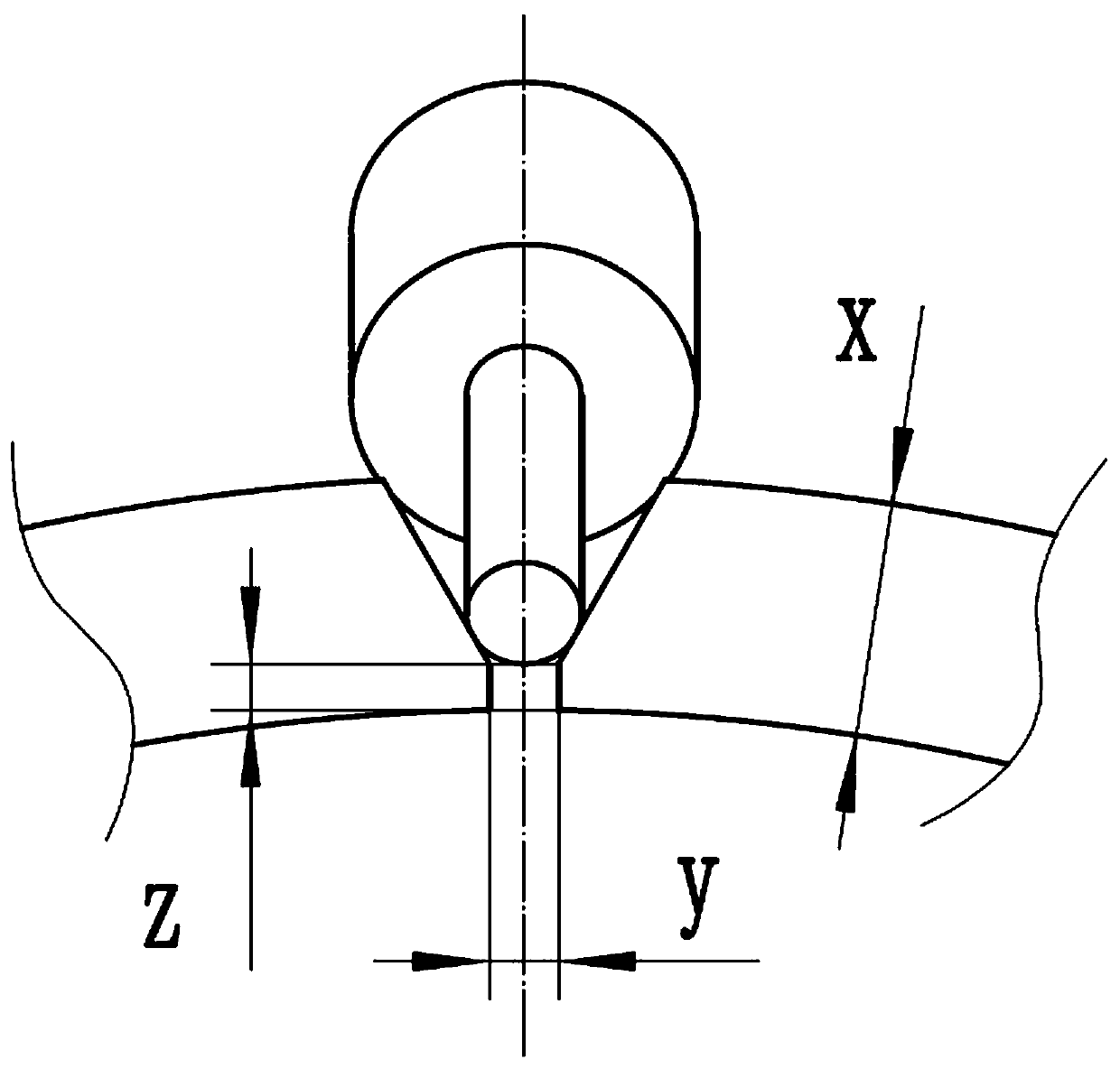
[0024] Such as figure 1 and 2 , a welding process of single-sided welding and double-sided molding, the steps are:
[0025] (1) Make a Y-shaped bevel at the weld, with a bevel angle of 55° to 65°; clean the rust and oil stains on the surface of the bevel and the surrounding area within 20mm, either by mechanical processing or by using organic solvents The method of immersion, etc., until the groove exposes the metal surface.
[0026] (2) Place the workpiece obliquely, with the weld seam facing upwards, and the arc-starting end of welding is higher than the arc-ending end.
[0027] The method of determining the tilt angle is:
[0028] Assuming that the inclination angle of the weld relative to the horizontal plane is α, the plate thickness of the workpiece is x, the gap at the groove is y, y≤5mm, and the blunt edge height of the Y-shaped groove is z,...
PUM
| Property | Measurement | Unit |
|---|---|---|
| angle | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com