A composite manufacturing method of arc additive forming and generative electrolytic machining
A technology of additive forming and generating electrolysis, which is applied in the direction of electric processing equipment, electrochemical processing equipment, manufacturing tools, etc., can solve the problems of low shape consistency, aggravating the non-uniformity of heat source action space, complex forming parts space, and size Limit the difficulty of machining and other problems, achieve the effect of maintaining the consistency of the forming shape, avoiding the coarse solidification texture, and improving the quality of the additive forming
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] In order to make the above-mentioned features and advantages of the present invention more comprehensible, the following specific embodiments are described in detail with reference to the accompanying drawings, but the present invention is not limited thereto.
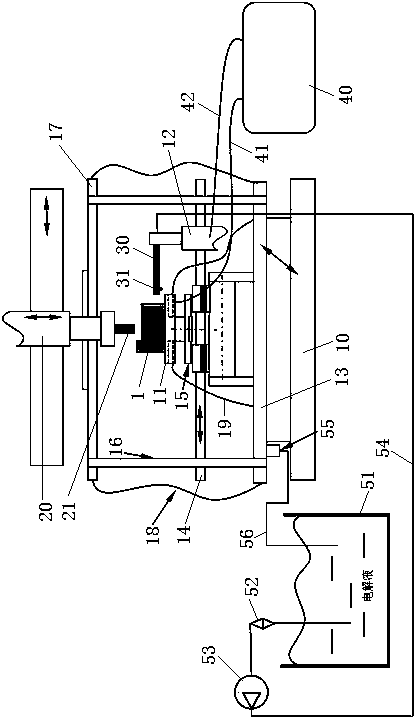
[0025] refer to figure 1
[0026] A compound manufacturing method of electric arc additive forming and generative electrolytic machining, comprising the following steps:
[0027] (1) Path planning is carried out after the part model is layered and sliced, and the path execution file is transmitted to the composite manufacturing equipment system at the same time. The welding torch is placed at the starting point of the forming. After the arc is started, the welding torch takes the path centerline as the trajectory according to the set process parameters , for continuous arc additive manufacturing;
[0028] (2) After the compound manufacturing equipment system is added to form 10mm from bottom to top, turn on th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com