Eccentric Groove Machining Method for One-time Formed Eccentric Bolt
A processing method and technology of eccentric bolts, applied in metal processing equipment, manufacturing tools, milling machine equipment, etc., can solve the problems of poor quality and performance stability of parts, difficult milling arc eccentricity, no hexagonal positioning, etc. Improvement of yield rate, convenient processing operation, and improvement of yield rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] The present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments.
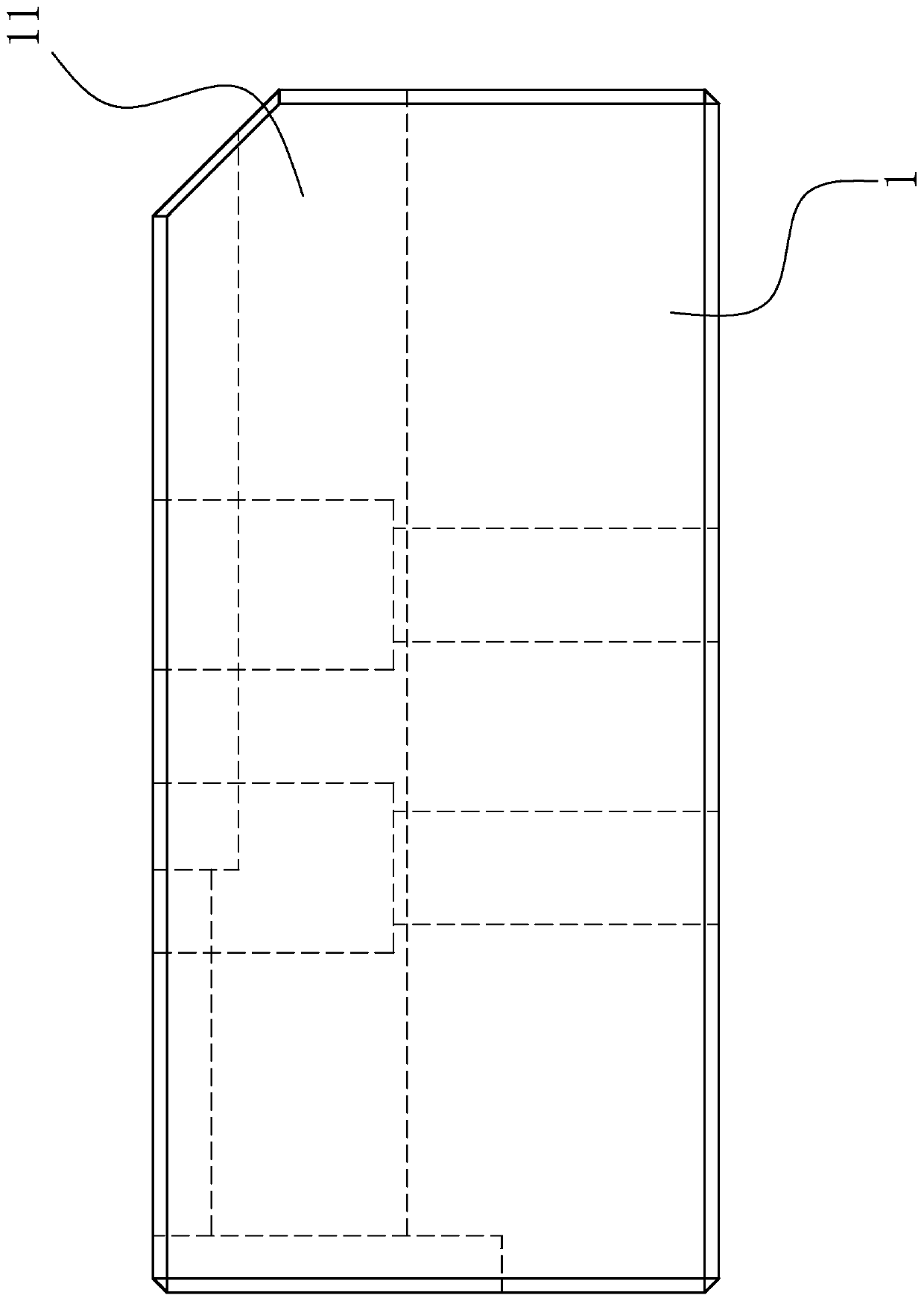
[0027] Such as Figure 1 to Figure 6 As shown, the eccentric groove processing method of the one-time forming eccentric bolt of the present embodiment includes the following steps,
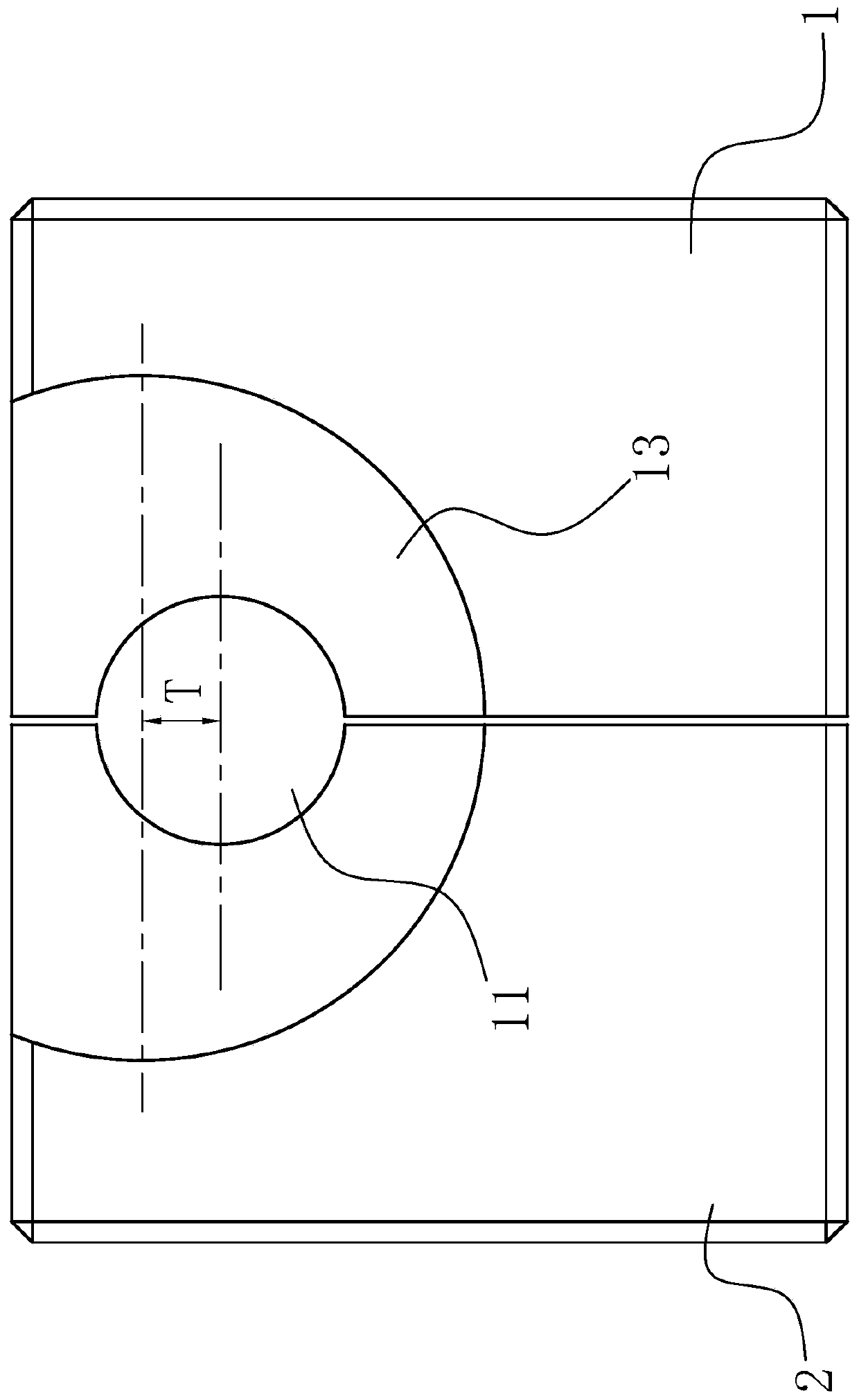
[0028] 1. Put the bolts into the positioning cavity 11 of the mold body;
[0029] 2. The bolt correction mechanism clamps the hexagonal head of the bolt 3 so that the connection line between the highest point of the bolt and the axis of the bolt is in a vertical state;
[0030] 3. The shaping mechanism of the mold body changes the aperture size of the positioning through cavity 11 so as to clamp the bolt shank;
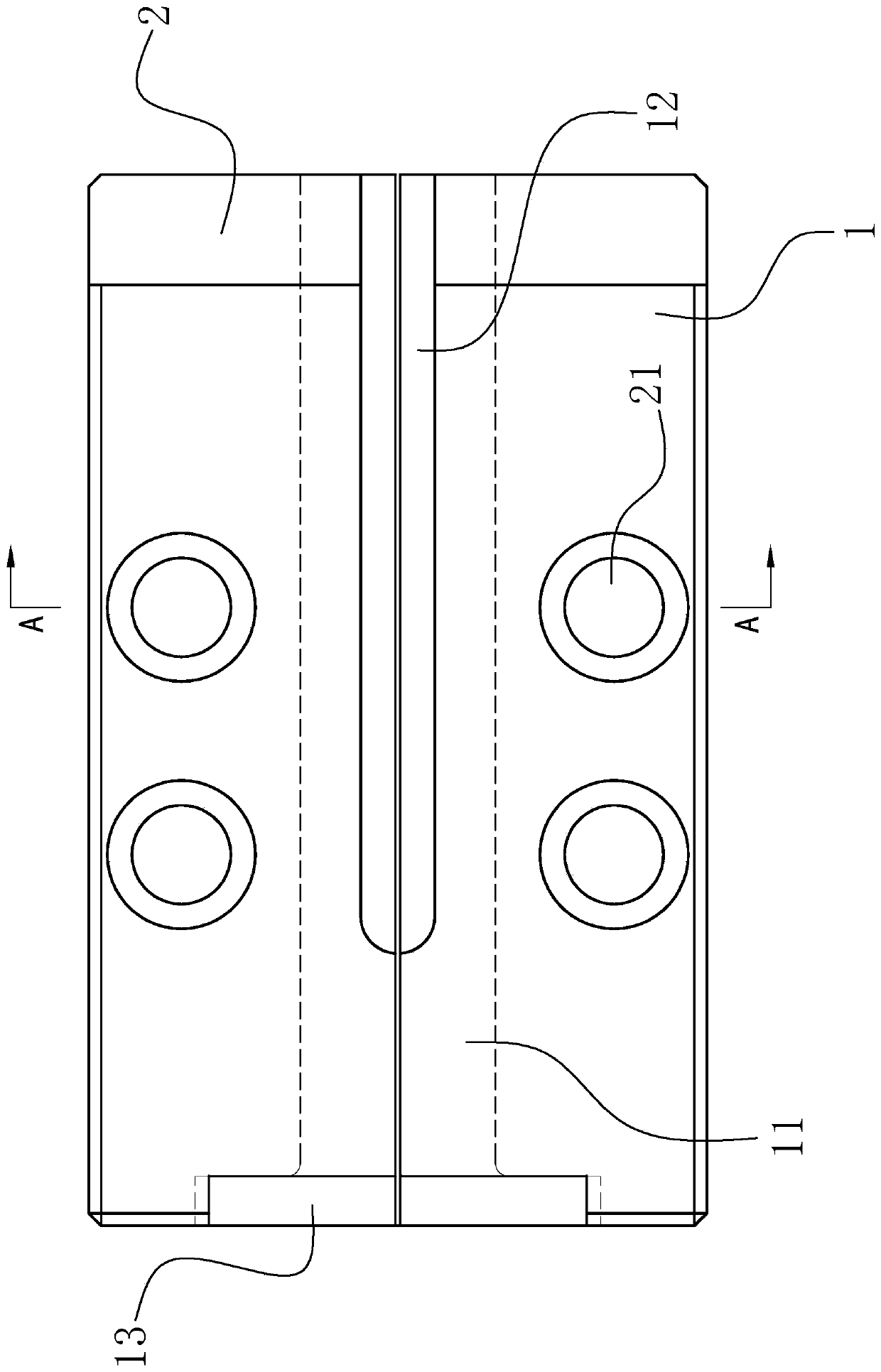
[0031] 4. Insert the milling cutter 5 into the processing groove 12 of the mold body to carry out the milling processing of the bolt shank;
[0032] 5. After the milling cutter is processed, the shaping mechanism of the mold body changes the aperture s...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com